Wolfram

Wolfram (W, Ordnungszahl 74) ist ein Refraktärmetall mit dem höchsten Schmelzpunkt aller Metalle (3.420 °C) und einer Dichte von 19,3 g/cm³. Es kommt überall dort zum Einsatz, wo extreme Hitzebeständigkeit, hohe Dichte oder chemische Inertheit gefordert sind: in Elektroden, Heizelementen, Strahlungsabschirmungen und Hochtemperatur-Bauteilen. Negele Hartmetall-Technik fertigt Wolfram-Bauteile pulvermetallurgisch mit einer Reinheit von mindestens 99,9 %, vom kundenspezifischen Einzelteil bis zur Serienfertigung.
Eigenschaften von Wolfram
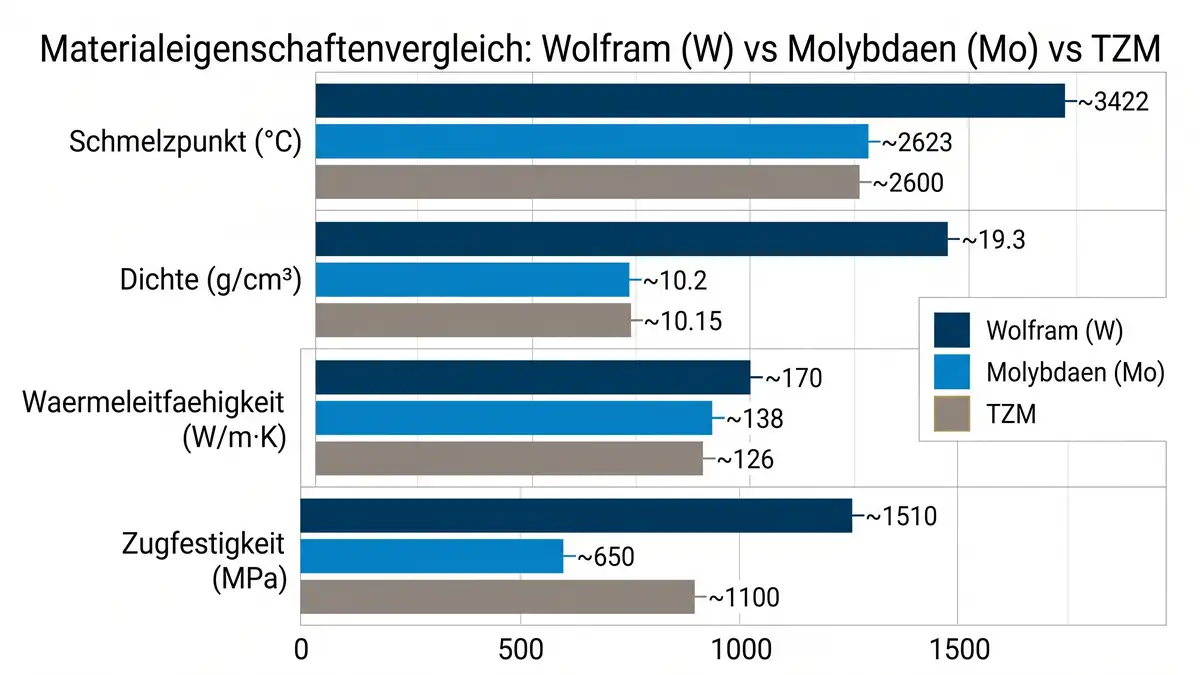
Wolfram vereint physikalische Eigenschaften, die kein anderes Metall in dieser Kombination bietet. Mit einem Schmelzpunkt von 3.420 °C liegt Wolfram rund 800 °C über dem nächsten Konkurrenten Molybdän (2.620 °C) und ist damit das einzige Metall, das oberhalb von 2.500 °C noch strukturelle Integrität behält. Die Dichte von 19,3 g/cm³, nahezu identisch mit Gold, macht Wolfram zum Material der Wahl für Anwendungen, die maximale Masse bei minimalem Volumen erfordern, etwa in der Strahlungsabschirmung oder als Ausgleichsgewicht.
Die mechanischen Eigenschaften von Wolfram sind stark vom Verarbeitungszustand abhängig. Pulvermetallurgisch gefertigte Bauteile erreichen Zugfestigkeiten von 500 bis 800 MPa bei einer Härte von 275 bis 450 HV₃₀. Der Elastizitätsmodul liegt mit 410 GPa deutlich über dem von Stahl (210 GPa), was eine außergewöhnliche Steifigkeit unter Last ergibt. Bei Temperaturen oberhalb der Sprödduktil-Übergangstemperatur (DBTT) von 200 bis 400 °C zeigt Wolfram zunehmende Duktilität und gewinnt an Zugfestigkeit. Dieses Verhalten tritt bei den meisten anderen Metallen nicht auf.

Thermisch zeigt Wolfram eine Leitfähigkeit von 160 W/mK bei 20 °C, die mit steigender Temperatur abnimmt. Der niedrige Wärmeausdehnungskoeffizient von 4,2 × 10⁻⁶ K⁻¹ gewährleistet Formstabilität auch bei starken Temperaturwechseln. Das ist ein entscheidender Vorteil für Präzisionsbauteile in Vakuumöfen und Beschichtungsanlagen. Elektrisch leitet Wolfram mit 0,181 1/µΩcm ausreichend für Elektroden- und Heizleiteranwendungen, ohne die Wärmebeständigkeit zu verlieren, die rein leitfähige Materialien wie Kupfer nicht bieten können.
| Eigenschaft | Wert | Norm / Quelle |
|---|---|---|
| Schmelzpunkt | 3.420 °C | Negele Produktdaten |
| Siedepunkt | 5.900 °C | Negele Produktdaten |
| Dichte | 19,3 g/cm³ | bei 20 °C |
| Reinheit (W-Gehalt) | ≥99,9 % | Negele Produktdaten |
| Wärmeleitfähigkeit | 160 W/mK | bei 20 °C |
| Spezifische Wärme | 0,135 J/gK | bei 20 °C |
| Wärmeausdehnungskoeffizient | 4,2 × 10⁻⁶ K⁻¹ | bei 20 °C |
| E-Modul | 410 GPa | bei 20 °C |
| Zugfestigkeit | 500 bis 800 MPa | abhängig vom Verformungsgrad |
| Härte | 275 bis 450 HV₃₀ | Negele Produktdaten |
| Elektrische Leitfähigkeit | 0,181 1/µΩcm | bei 20 °C |
| Querdehnzahl (Poisson) | 0,28 | DIN EN ISO 6892-1 |
| Kristallstruktur | kubisch-raumzentriert (krz) | - |
Quelle: Hauseigene Produktdaten (Wolfram rein), verifiziert gegen DIN/ISO-Normen.
Wolfram im Vergleich
Die Wahl zwischen Wolfram und alternativen Refraktärmetallen hängt von der jeweiligen Einsatztemperatur, den Anforderungen an Dichte und Bearbeitbarkeit sowie dem verfügbaren Budget ab. Die folgenden Vergleichskarten zeigen die wichtigsten Unterschiede:
Wolfram (W)
Schmelzpunkt: 3.420 °C
Dichte: 19,3 g/cm³
Vorteil: Höchster Schmelzpunkt aller Metalle, maximale Dichte für Abschirmung
Einschränkung: Spröde bei Raumtemperatur, anspruchsvolle Bearbeitung
Schmelzpunkt: 2.620 °C
Dichte: 10,2 g/cm³
Vorteil: Leichter, besser zerspanbar, kostengünstiger
Einschränkung: Einsatzgrenze bei ca. 1.800 °C, geringere Dichte für Abschirmung
Schmelzpunkt: 2.620 °C
Dichte: 10,2 g/cm³
Vorteil: Höhere Kriechfestigkeit als reines Mo bis 1.600 °C
Einschränkung: Nicht einsetzbar bei Temperaturen über 1.700 °C
Wolfram ist das Material der Wahl, wenn die Betriebstemperatur 1.800 °C überschreitet oder maximale Dichte gefordert ist. Für Anwendungen unterhalb dieser Schwelle bieten Molybdän oder TZM Vorteile bei Gewicht, Bearbeitbarkeit und Kosten. Negele Hartmetall-Technik berät bei der Werkstoffauswahl, gestützt auf über 40 Jahre Erfahrung in der Pulvermetallurgie.
Bearbeitung von Wolfram
Wolfram kann aufgrund seines extremen Schmelzpunkts nicht konventionell gegossen werden. Die Herstellung erfolgt ausschließlich über Pulvermetallurgie: Wolframpulver wird durch Wasserstoffreduktion von Wolframoxid (WO₃) gewonnen, in die gewünschte Geometrie gepresst und anschließend bei 2.100 bis 2.500 °C unter Wasserstoff- oder Vakuumatmosphäre gesintert. Dabei verbinden sich die Pulverpartikel durch Festkörperdiffusion zu einem dichten, homogenen Bauteil, ohne den Werkstoff vollständig aufzuschmelzen.

Die spanende Bearbeitung von Wolfram erfordert besondere Vorsicht. Bei Raumtemperatur ist Wolfram spröde; die Sprödduktil-Übergangstemperatur (DBTT) liegt je nach Materialstärke und Reinheit zwischen 200 °C und 400 °C. Unterhalb dieser Temperatur besteht erhöhte Bruchgefahr bei mechanischer Beanspruchung. Für die Zerspanung empfehlen sich daher geringe Vorschübe, scharfe Hartmetall- oder PKD-Werkzeuge und gegebenenfalls eine Vorwärmung des Werkstücks. Schleifen und Drahterodieren (EDM) sind bewährte Verfahren zur Endbearbeitung auf enge Toleranzen.
Die Rekristallisationstemperatur von reinem Wolfram liegt im Bereich von 1.000 bis 1.200 °C. Oberhalb dieser Schwelle verändert sich die Kornstruktur signifikant, was die mechanischen Eigenschaften beeinflusst. Dotierungselemente wie Lanthanoxid (La₂O₃) verschieben die Rekristallisationstemperatur auf 1.200 bis 1.400 °C und verbessern gleichzeitig die Duktilität. Dieser Effekt ist ein wesentlicher Vorteil bei der Bearbeitung und im Dauereinsatz. Negele fertigt sowohl reines Wolfram (≥99,9 %) als auch dotierte Varianten wie Wolfram-Lanthanoxid (WL) nach Kundenspezifikation.
Wolfram oxidiert ab ca. 400 °C an Luft. Thermische Prozesse oberhalb dieser Temperatur müssen unter Schutzgas (H₂, Ar) oder im Vakuum durchgeführt werden. Bei der Lagerung und Handhabung von Wolfram-Bauteilen ist trockene, saubere Umgebung ausreichend. Metallisches Wolfram korrodiert unter normalen Bedingungen nicht.
Anwendungsgebiete
Wolfram kommt in Branchen zum Einsatz, in denen kein anderes Metall die geforderte Kombination aus Temperaturbeständigkeit, Dichte und chemischer Stabilität bietet. Die folgenden Anwendungsfelder zeigen, wo Negele Hartmetall-Technik Wolfram-Bauteile liefert.
Elektroindustrie und Halbleitertechnik

In der Elektroindustrie dient Wolfram als Elektrodenmaterial für Funkenerosion (EDM), als Kontaktwerkstoff für Hochleistungsschalter und als Durchführungsstift (Lead-Through) in Vakuumdurchführungen. Die hohe Schmelztemperatur verhindert Kontaktverschweißen bei Störlichtbögen, während die gute elektrische Leitfähigkeit eine stabile Funkenbildung gewährleistet. Für Anwendungen mit erhöhten Anforderungen an Wärmeabfuhr setzt Negele Wolfram-Kupfer (WCu)-Verbundwerkstoffe ein, die die Vorteile beider Materialien kombinieren.
Vakuumtechnik und Ofenbau

Wolfram-Heizelemente, Verdampferboote und Strahlungsschilde sind Standardkomponenten in Vakuumöfen und Beschichtungsanlagen, die bei Temperaturen über 2.000 °C arbeiten. Der niedrige Dampfdruck von Wolfram (ca. 0,1 Pa bei 2.000 °C) garantiert minimale Verunreinigung der Vakuumkammer. Negele fertigt Heizelemente, Tiegel und Befestigungsteile aus reinem Wolfram sowie aus dotiertem Wolfram mit erhöhter Kriechfestigkeit für Dauertemperaturen oberhalb von 2.000 °C.
Medizintechnik und Strahlenschutz
Die hohe Dichte von 19,3 g/cm³ macht Wolfram zum bevorzugten Material für Strahlungsabschirmung, wo es bei gleichem Abschirmwert rund 40 % weniger Volumen als Blei benötigt. Wolfram-Kollimatoren in der Strahlentherapie definieren die Strahlgeometrie mit hoher Präzision, während Isotopenabschirmungen die sichere Handhabung radioaktiver Quellen gewährleisten. Im Gegensatz zu Blei ist Wolfram mechanisch belastbar und korrosionsbeständig, was es für klinische Umgebungen mit strengen Hygieneanforderungen geeignet macht.
Schweißtechnik

WIG-Elektroden (Wolfram-Inertgas-Schweißen) nutzen Wolframs stabile Lichtbogenbildung und extrem geringe Abbrandrate bei Spitzentemperaturen von 2.500 bis 3.000 °C. Reine Wolfram-Elektroden eignen sich für Nichteisenmetalle; lanthandotierte Varianten (EWLa nach AWS A5.23) bieten verbesserte Zündeigenschaften für Stahl und Edelstahl. Für das Widerstandsschweißen, etwa beim Batteriezell-Tabschweißen in der E-Mobilität, setzt Negele EROMET Wolfram-Kupfer-Elektroden ein, die Standzeiten von über 1.500 Zyklen erreichen.
Lieferformen
Negele Hartmetall-Technik fertigt kundenspezifische Wolfram-Bauteile nach Zeichnung in beliebiger Geometrie, vom Einzelteil über die Kleinserie bis zur Großserie. Typische Lieferformen sind Rohlinge (Blanks), Ronden, Stifte und endkonturnahe Preforms für die weitere Bearbeitung. Es gelten keine Mindestbestellmengen. Die Lieferzeit beträgt in der Regel 6 bis 8 Wochen, bei einfachen Geometrien auch kürzer. Neben reinem Wolfram (≥99,9 %) stehen dotierte Varianten zur Verfügung: Wolfram-Lanthanoxid (WL) für verbesserte Bearbeitbarkeit und Kriechfestigkeit sowie Wolfram-Schwermetall (WSM) für Anwendungen, die hohe Dichte mit guter Zerspanbarkeit kombinieren müssen.
Normen und Standards
Wolfram und Wolfram-Produkte unterliegen einer Reihe von DIN-, ISO- und ASTM-Normen, die Zusammensetzung, mechanische Eigenschaften und Prüfverfahren regeln. Die wichtigsten Normen im Überblick:
| Norm | Geltungsbereich |
|---|---|
| DIN EN ISO 6848 | Wolfram und Wolframlegierungen: Stäbe |
| DIN EN ISO 6849 | Wolfram und Wolframlegierungen: Drähte |
| DIN EN ISO 6850 | Wolfram und Wolframlegierungen: Bleche und Platten |
| DIN EN ISO 6846 | Wolfram-Schwermetalllegierungen |
| ISO 13587 | Wolfram- und Wolframlegierungspulver für die Pulvermetallurgie |
| ASTM B690 | Tungsten and Tungsten Alloy Bars and Rods |
| ASTM B691 | Tungsten and Tungsten Alloy Ingots (Powder Metallurgy) |
| ASTM B692 | Tungsten and Tungsten Alloy Sheet |
| EN 10204 | Metallische Erzeugnisse: Prüfbescheinigungen (Typ 3.1) |
Negele Hartmetall-Technik liefert Wolfram-Bauteile mit Werkstoffzeugnis nach EN 10204 Typ 3.1 auf Anfrage. Die Fertigung erfolgt unter ISO-9001-zertifiziertem Qualitätsmanagement.
Häufig gestellte Fragen
Was ist Wolfram?
Wolfram (chemisches Symbol W, Ordnungszahl 74) ist ein Refraktärmetall mit dem höchsten Schmelzpunkt aller Metalle (3.420 °C). Es wird pulvermetallurgisch hergestellt und kommt in Anwendungen zum Einsatz, die extreme Hitzebeständigkeit, hohe Dichte (19,3 g/cm³) oder chemische Beständigkeit erfordern, etwa in der Vakuumtechnik, Medizintechnik und Schweißtechnik.
Was ist der Schmelzpunkt von Wolfram?
Der Schmelzpunkt von Wolfram liegt bei 3.420 °C (3.693 K). Das ist der höchste Schmelzpunkt aller bekannten Metalle und rund 800 °C höher als der von Molybdän (2.620 °C). Der Siedepunkt beträgt 5.900 °C.
Welche Dichte hat Wolfram?
Wolfram hat eine Dichte von 19,3 g/cm³ bei 20 °C, nahezu identisch mit Gold (19,32 g/cm³). Diese hohe Dichte macht Wolfram zum bevorzugten Material für Strahlungsabschirmungen, Ausgleichsgewichte und Anwendungen, die maximale Masse bei minimalem Volumen erfordern.
Ist Wolfram giftig?
Metallisches Wolfram weist eine geringe akute Toxizität auf. Es sind keine dokumentierten Fälle von akuter Wolframvergiftung im industriellen Umfeld bekannt. Allerdings können lösliche Wolframverbindungen (z. B. Natriumwolframat) bei Aufnahme in höheren Dosen gesundheitsschädlich sein. Bei der spanenden Bearbeitung gelten die üblichen Staubschutzmaßnahmen; europäische Arbeitsplatzgrenzwerte für Wolframstaub liegen bei 5 bis 10 mg/m³ (8-Stunden-Schichtmittelwert).
Wie wird Wolfram hergestellt?
Wolfram wird ausschließlich pulvermetallurgisch hergestellt, da der Schmelzpunkt von 3.420 °C konventionelles Gießen ausschließt. Der Prozess umfasst drei Schritte: Pulverherstellung durch Wasserstoffreduktion von WO₃, Pressen in die gewünschte Form (200 bis 800 MPa) und Sintern bei 2.100 bis 2.500 °C unter Wasserstoff- oder Vakuumatmosphäre.
Was ist der Unterschied zwischen Wolfram und Molybdän?
Wolfram hat einen deutlich höheren Schmelzpunkt (3.420 °C vs. 2.620 °C) und eine fast doppelt so hohe Dichte (19,3 vs. 10,2 g/cm³). Molybdän ist leichter, besser zerspanbar und kostengünstiger. Für Anwendungen über 1.800 °C oder mit hohen Dichteanforderungen ist Wolfram die bessere Wahl; unterhalb dieser Schwelle bietet Molybdän oft Vorteile bei Gewicht und Verarbeitbarkeit.
Welche Lieferformen bietet Negele für Wolfram an?
Negele Hartmetall-Technik fertigt kundenspezifische Wolfram-Bauteile nach Zeichnung: Rohlinge (Blanks), Ronden, Stifte und endkonturnahe Preforms. Es gelten keine Mindestbestellmengen, vom Einzelstück bis zur Serie. Die Lieferzeit beträgt in der Regel 6 bis 8 Wochen.
Kann Wolfram magnetisiert werden?
Nein. Wolfram ist paramagnetisch, reagiert also nur äußerst schwach auf Magnetfelder und wird nicht dauerhaft magnetisiert. Diese Eigenschaft macht Wolfram geeignet für den Einsatz in der Nähe von MRT-Geräten und anderen magnetsensitiven Instrumenten.
Wolfram-Bauteile nach Ihren Anforderungen
Vom Einzelteil bis zur Serie: persönliche Beratung durch unsere Werkstoff-Experten mit über 40 Jahren Erfahrung in der Pulvermetallurgie.
Jetzt Anfrage stellenWeiterführende Informationen
- Verwandte Werkstoffe: Wolfram-Kupfer (WCu / EROMET) · Wolfram-Lanthanoxid (WL) · Wolfram-Schwermetall (WSM)
- Alternative Refraktärmetalle: Molybdän und Molybdänlegierungen · TZM
- Normen: ISO 6848: Tungsten Rods · ISO 6849: Tungsten Wire · ISO 6850: Tungsten Sheet
- Fachverbände: International Tungsten Industry Association (ITIA) · European Powder Metallurgy Association (EPMA)
- Materialwissenschaft: WebElements: Tungsten · PubChem: Tungsten (NCBI)
- Kontakt und technische Beratung



