
Wolfram-Kupfer
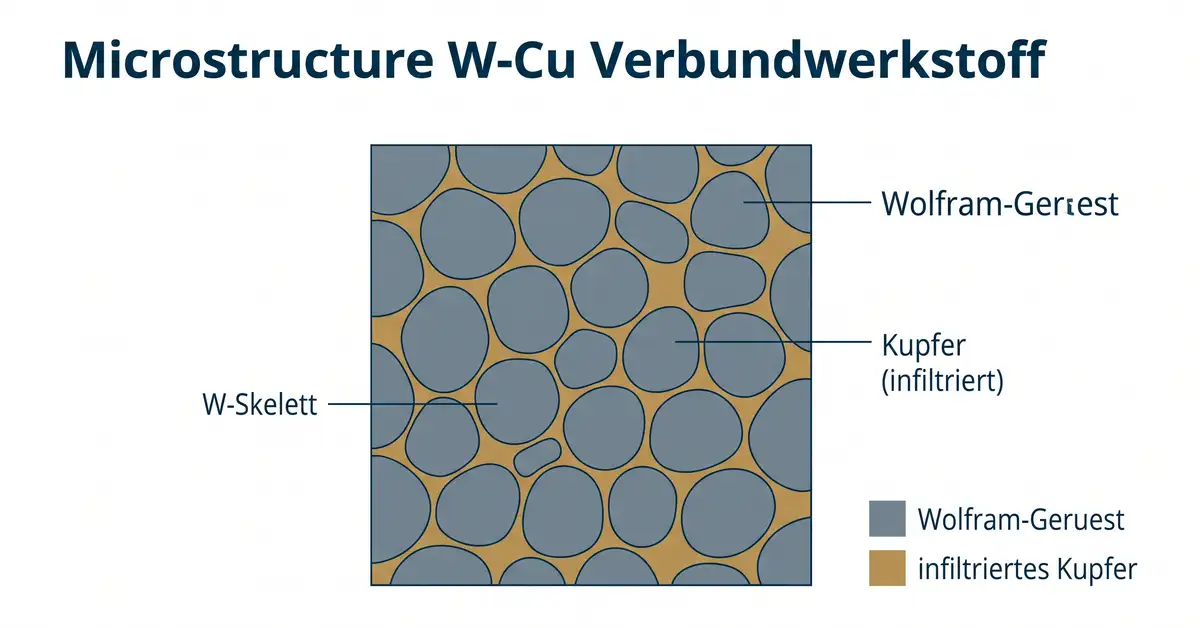
Wolfram-Kupfer (WCu) ist ein pulvermetallurgischer Verbundwerkstoff aus einem hochschmelzenden Wolfram-Geruest, dessen Poren mit Kupfer infiltriert sind. Da Wolfram und Kupfer praktisch nicht ineinander loeslich sind, entsteht kein Mischkristall, sondern eine zweiphasige Pseudolegierung: Wolfram liefert Temperaturfestigkeit, Dichte und Abbrandfestigkeit, Kupfer die hohe elektrische und thermische Leitfaehigkeit. Bei Negele Hartmetall-Technik traegt dieser Sinterwerkstoff den Markennamen EROMET und wird vorwiegend in den Verhaeltnissen 90/10, 80/20 und 75/25 (Wolfram/Kupfer) gefertigt, vom Einzelteil bis zur Serie nach Zeichnung.
EROMET verbindet zwei Eigenschaften, die ein einzelnes Metall nicht zugleich bietet: die Hitzebestaendigkeit und Abbrandfestigkeit der Wolframmatrix und die ausgezeichnete Leitfaehigkeit des infiltrierten Kupfers. Hinzu kommen eine geringe Legierungsneigung und eine im Vergleich zu reinem Wolfram gute Bearbeitbarkeit. Diese Kombination macht Wolfram-Kupfer zum bevorzugten Werkstoff fuer Senkelektroden, Schweisselektroden und Schaltkontakte.

Eigenschaften von Wolfram-Kupfer
Wolfram-Kupfer ist ein zweiphasiger Verbund, kein Mischkristall. Wolfram und Kupfer bilden weder eine feste Loesung noch sproede intermetallische Phasen, sie bleiben im Gefuege getrennt. In der Fachliteratur wird WCu deshalb als Pseudolegierung oder Metallmatrix-Verbundwerkstoff beschrieben. Genau diese Trennung erlaubt es, das Eigenschaftsprofil ueber das Wolfram/Kupfer-Verhaeltnis gezielt einzustellen.
Wolfram traegt mit seinem hohen Schmelzpunkt von 3.422 °C, dem hoechsten aller Metalle, und einer Dichte von rund 19,3 g/cm³ zur Temperaturfestigkeit, Dichte und Abbrandfestigkeit bei. Kupfer bringt die Leitfaehigkeit: reines Kupfer entspricht 100 %IACS beziehungsweise rund 58 MS/m und besitzt eine Waermeleitfaehigkeit um 400 W/(m·K) bei einem Schmelzpunkt von 1.085 °C.
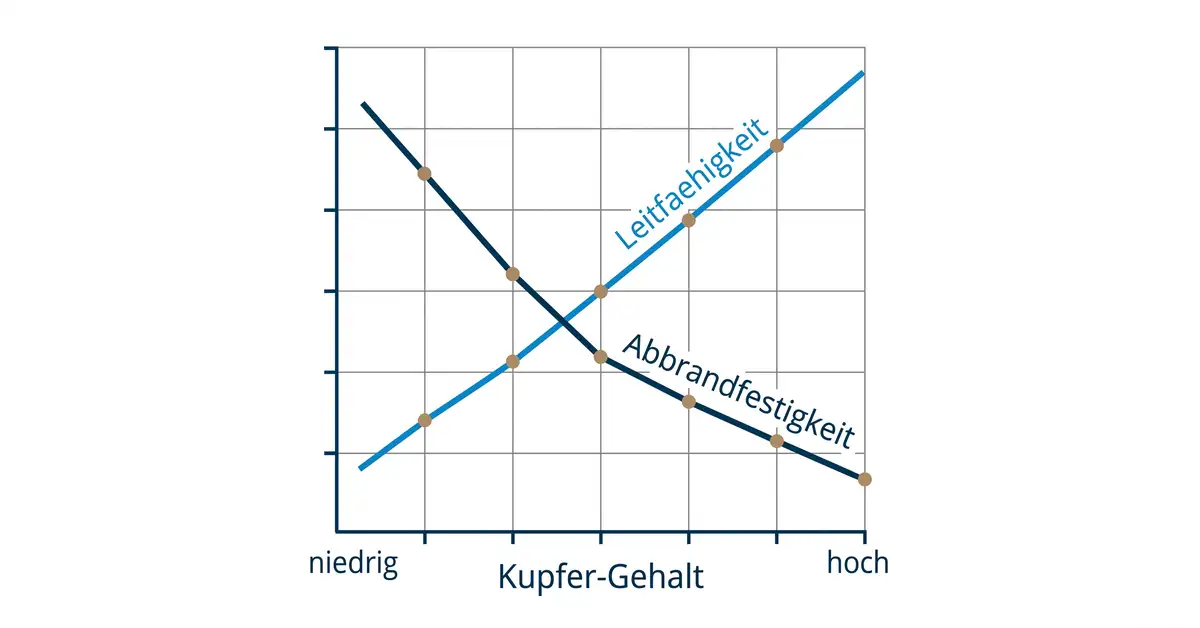
Daraus ergibt sich eine klare Regel: Ein hoeherer Kupferanteil (zum Beispiel 75/25) steigert elektrische und thermische Leitfaehigkeit sowie die Bearbeitbarkeit und erhoeht die Waermeausdehnung. Ein hoeherer Wolframanteil (zum Beispiel 90/10) erhoeht Dichte, Haerte und Abbrandfestigkeit, senkt aber die Leitfaehigkeit. Welche EROMET-Sorte zu Ihrer Anwendung passt, klaeren wir in der technischen Beratung.
| Eigenschaft | Einheit | EROMET 75/25 | EROMET 80/20 | EROMET 90/10 |
|---|---|---|---|---|
| Zusammensetzung W/Cu | % | 75 / 25 | 80 / 20 | 90 / 10 |
| Dichte | g/cm³ | 15 | 15,6 | 17,3 |
| Haerte | HV10 | 210 | 230 | 250 |
| El. Leitfaehigkeit | %IACS | ≥ 27 | ≥ 25 | ≥ 25 |
| El. Leitfaehigkeit | MS/m | ≥ 16 | ≥ 15 | ≥ 14 |
| Spez. el. Widerstand | (Ω·mm²)/m | ≤ 0,047 | ≤ 0,050 | ≤ 0,052 |
| Waermeleitfaehigkeit (20 °C) | W/(m·K) | 170 | 160 | 150 |
| Waermeausdehnung (0 bis 100 °C) | 10-6/K | 8,5 | 8,3 | 6,1 |
Quelle: Hauseigene Produktdaten (EROMET / Wolfram-Kupfer), Stand 01.01.2015, verifiziert gegen DIN/ISO-Normen. Technische Aenderungen vorbehalten, geringfuegige Wertabweichungen sind produktionsbedingt.
Wolfram-Kupfer im Vergleich
Wolfram-Kupfer (WCu)
Leitfaehigkeit: bis 170 W/(m·K), ≥27 %IACS
Abbrandfestigkeit: hoch (Wolframmatrix)
Staerke: Leitfaehigkeit plus Hitze- und Abbrandfestigkeit
Elektrolytkupfer
Leitfaehigkeit: ~100 %IACS
Abbrandfestigkeit: gering, neigt zu Abbrand
Staerke: maximale Leitfaehigkeit, aber weich
Verwandte Werkstoffe
Optionen: Wolfram-Schwermetall (WSM), Molybdaen-Kupfer (MoCu)
Wahl: WSM fuer Dichte, MoCu fuer leichteres Waermemanagement
Herstellung und Bearbeitung von Wolfram-Kupfer
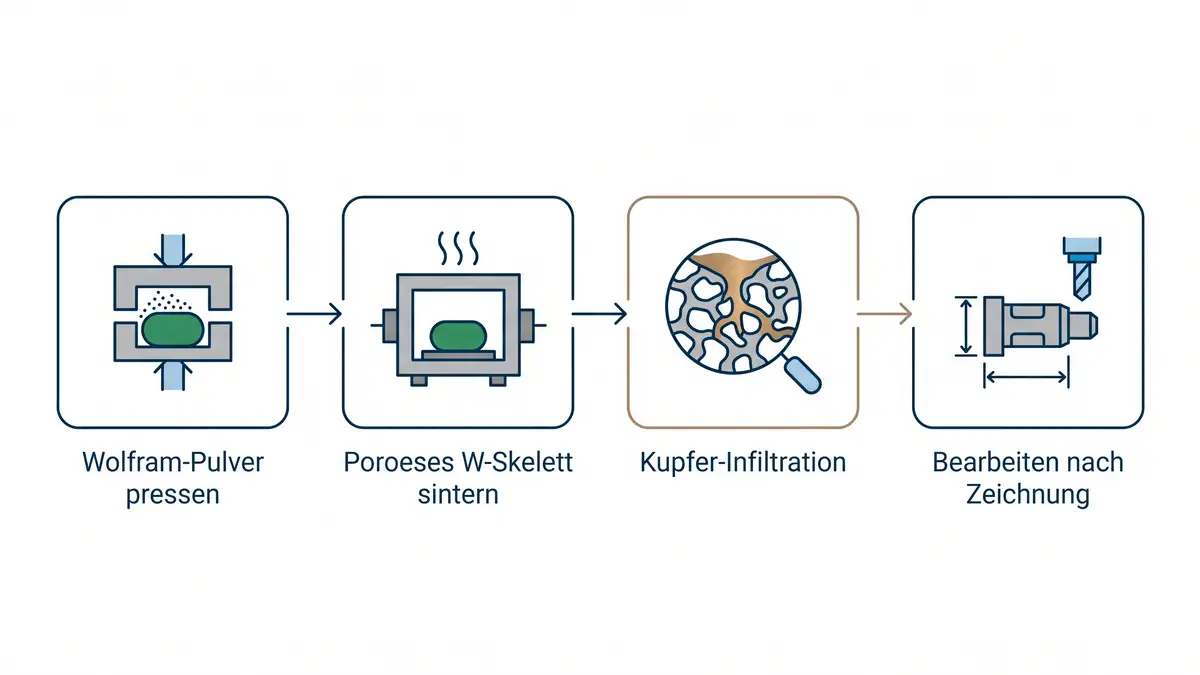
Wolfram-Kupfer wird pulvermetallurgisch hergestellt, ueblicherweise im Infiltrationsverfahren. Zuerst wird Wolframpulver zu einem poroesen Geruest gepresst und gesintert. Anschliessend wird fluessiges Kupfer durch Kapillarwirkung in die offenen Poren infiltriert: Da Kupfer bei rund 1.085 °C schmilzt, das Wolfram-Geruest aber fest bleibt, fuellt das Kupfer die Hohlraeume, ohne das Geruest aufzuloesen.
Wolframpulver pressen
Formgebung des Gruenlings, endkonturnah und mit definierter Porositaet.
Poroeses W-Geruest sintern
Sintern unter Schutzgas oder Vakuum, durch aktiviertes Sintern bereits ab etwa 1.400 °C.
Kupfer-Infiltration
Fluessiges Kupfer fuellt die offenen Poren durch Kapillarwirkung und bildet ein durchgaengiges Leitnetz.
Bearbeiten nach Zeichnung
Spanende Bearbeitung, Schleifen und Erodieren auf Endmass und Toleranz.
Das Verfahren ist messtechnisch und in der Praxis gut beschrieben. Untersuchungen zu aktiviertem Sintern und Infiltration zeigen, dass sich das Wolfram-Geruest mit geringen Dotierungen schon bei rund 1.400 °C statt ueber 2.000 °C verdichten laesst. WCu wird in der Literatur als typische Pseudolegierung bezeichnet, die niedrige Waermeausdehnung und hohe Dichte des Wolframs mit der Leitfaehigkeit des Kupfers verbindet.
Anwendungsgebiete
Wolfram-Kupfer kommt ueberall dort zum Einsatz, wo Leitfaehigkeit und Hitze- beziehungsweise Abbrandfestigkeit zusammentreffen. Die folgenden Bereiche bilden den Schwerpunkt der EROMET-Fertigung.
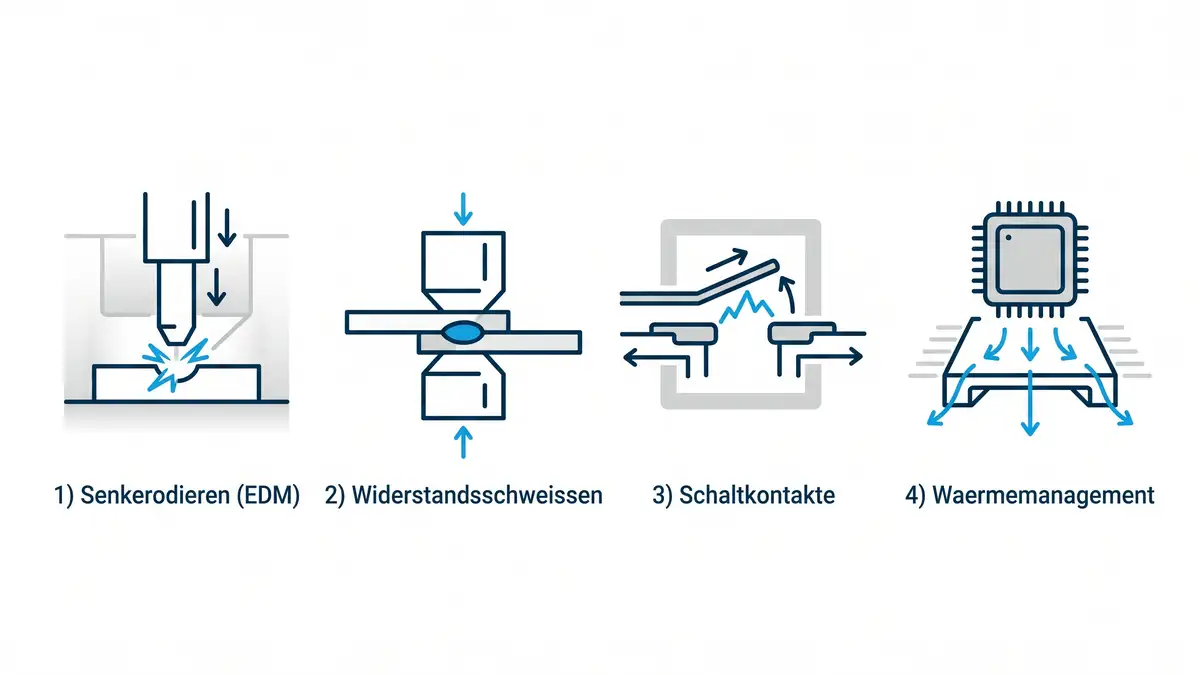
Senkerodieren (EDM)
Als Senkelektrode fuer die Funkenerosion verbindet WCu geringen Elektrodenverschleiss mit feiner Detailtreue. Das stabile Wolfram-Geruest haelt die Elektrodengeometrie ueber lange Brennzeiten, das Kupfer fuehrt den Strom. Besonders beim Erodieren harter Werkstoffe wie Hartmetall und bei feinsten Konturen im Werkzeugbau spielt Wolfram-Kupfer seine Staerken aus.

Widerstandsschweissen
Als Elektrode fuer das Widerstands-, Punkt- und Buckelschweissen haelt Wolfram-Kupfer hohen Stroemen und Anpresskraeften stand, ohne die Spitzengeometrie zu verlieren. In der Automobil- und Batterieproduktion, etwa beim Verschweissen von Zellverbindern und Folien, sorgt die Kombination aus Hitzebestaendigkeit und Leitfaehigkeit fuer konstante Schweissergebnisse und geringen Materialuebertrag.
Schaltkontakte
In der Elektroindustrie dient Wolfram-Kupfer als Abbrandkontakt in der Hoch- und Mittelspannungsschalttechnik, etwa in Vakuumschaltroehren und Leistungsschaltern. Die Wolframoberflaeche widersteht der Lichtbogenerosion, das Kupfer fuehrt den Strom und die Waerme zwischen den Schaltvorgaengen ab.
Waermemanagement und Elektronik
Weil sich die Waermeausdehnung von WCu ueber den Wolframanteil einstellen laesst, eignet sich Wolfram-Kupfer als Waermespreizer und Bodenplatte in der Leistungselektronik. Die niedrige, an Keramik und Halbleiter angepasste Ausdehnung reduziert thermische Spannungen, waehrend das Kupfer die Verlustwaerme abfuehrt. Auch Thermoden und Elektroden fuer das elektrochemische Abtragen zaehlen zum Programm.

Lieferformen
Negele ist Auftragsfertiger und stellt Wolfram-Kupfer nach Kundenspezifikation her, nicht als Lagerware fuer Normprofile. Im Mittelpunkt stehen Zeichnungsteile sowie Rohlinge und Ronden fuer die nachgelagerte Bearbeitung. Geliefert wird vom Einzelteil ueber den Prototyp bis zur Serie, ohne Mindestbestellmenge.
- Formteile und Zeichnungsteile nach Kundenspezifikation, endkonturnah
- Staebe, Platten und Bloecke als Basis fuer die Endbearbeitung
- Roehrchen und Sonderformen je nach Anwendung
- Individuelle W/Cu-Verhaeltnisse ueber die Standardsorten 90/10, 80/20 und 75/25 hinaus auf Anfrage
Die typische Lieferzeit liegt bei 6 bis 8 Wochen, bei einfachen Geometrien auch kuerzer. Als familiengefuehrtes Unternehmen aus Stuttgart entscheidet Negele kurzfristig und flexibel, gerade bei Einzelteilen und kleinen Serien.

Normen und Standards
Fuer Kupfer-Wolfram-Kontaktwerkstoffe ist die zentrale internationale Norm ASTM B702 (Standard Specification for Copper-Tungsten Electrical Contact Material). Sie beschreibt pulvermetallurgisch hergestellte Kupfer-Wolfram-Kontaktwerkstoffe und legt Anforderungen an Zusammensetzung, Dichte sowie mechanische und elektrische Eigenschaften fest. Verwandte Normen fuer Wolframwerkstoffe sind ASTM B777 (Wolfram-Schwermetalle) und ASTM B631 (Silber-Wolfram-Kontaktwerkstoffe).
Auf Wunsch liefert Negele Wolfram-Kupfer mit Material- und Pruefbescheinigung nach EN 10204 (Zeugnis 2.1, 2.2 oder Abnahmepruefzeugnis 3.1). Die Fertigung ist nach DIN EN ISO 9001 zertifiziert. Details finden Sie im Bereich Chargen- und Pruefbescheinigung.
Haeufig gestellte Fragen zu Wolfram-Kupfer
Was ist Wolfram-Kupfer (WCu)?
Wolfram-Kupfer ist ein pulvermetallurgischer Verbundwerkstoff aus einem gesinterten Wolfram-Geruest, dessen Poren mit Kupfer infiltriert sind. Wolfram liefert Temperaturfestigkeit, Dichte und Abbrandfestigkeit, Kupfer die hohe elektrische und thermische Leitfaehigkeit. Eingesetzt wird WCu vor allem fuer Erodierelektroden, Schweisselektroden und Schaltkontakte.
Was bedeutet EROMET?
EROMET ist der Markenname von Negele Hartmetall-Technik fuer den Sinterwerkstoff Wolfram-Kupfer. EROMET wird vorwiegend in den Verhaeltnissen 90/10, 80/20 und 75/25 (Wolfram/Kupfer) gefertigt; weitere Zusammensetzungen sind auf Anfrage moeglich.
Welche Wolfram-Kupfer-Sorten gibt es?
Negele fuehrt drei EROMET-Standardsorten: 90/10, 80/20 und 75/25 (Wolfram/Kupfer). Mit steigendem Kupferanteil nehmen elektrische und thermische Leitfaehigkeit zu, mit steigendem Wolframanteil Dichte, Haerte und Abbrandfestigkeit. Die Auswahl richtet sich nach dem Lastfall des Bauteils.
Welche Dichte hat Wolfram-Kupfer?
Die Dichte haengt vom Wolfram/Kupfer-Verhaeltnis ab. EROMET 75/25 liegt bei rund 15 g/cm³, EROMET 80/20 bei 15,6 g/cm³ und EROMET 90/10 bei 17,3 g/cm³. Ein hoeherer Wolframanteil erhoeht die Dichte in Richtung des Wolframwerts von 19,3 g/cm³.
Wie hoch ist die elektrische Leitfaehigkeit von Wolfram-Kupfer?
EROMET erreicht je nach Sorte mindestens 25 bis 27 %IACS, das entspricht etwa 14 bis 16 MS/m. Die Waermeleitfaehigkeit liegt zwischen 150 und 170 W/(m·K). Beide Werte steigen mit dem Kupferanteil; EROMET 75/25 erreicht die hoechsten Werte.
Ist Wolfram-Kupfer eine Legierung?
Nein. Wolfram und Kupfer sind praktisch nicht ineinander loeslich und bilden keine Mischkristalle oder intermetallischen Phasen. Wolfram-Kupfer ist daher ein zweiphasiger Verbundwerkstoff, der in der Fachliteratur als Pseudolegierung bezeichnet wird.
Wofuer wird Wolfram-Kupfer verwendet?
Typische Anwendungen sind Senkelektroden fuer die Funkenerosion (EDM), Elektroden fuer das Widerstandsschweissen, Abbrandkontakte in der Hoch- und Mittelspannungsschalttechnik, Thermoden sowie Waermespreizer in der Leistungselektronik. Immer dann, wenn Leitfaehigkeit und Hitze- oder Abbrandfestigkeit zusammenkommen.
Warum eignet sich Wolfram-Kupfer als Erodierelektrode?
Das hochschmelzende Wolfram-Geruest haelt die Elektrodengeometrie ueber lange Brennzeiten und sorgt fuer geringen Verschleiss und feine Detailtreue, waehrend das Kupfer den Strom fuehrt. Deshalb wird Wolfram-Kupfer vor allem beim Erodieren harter Werkstoffe und feinster Konturen eingesetzt.
Laesst sich Wolfram-Kupfer bearbeiten?
Ja. Anders als reines Wolfram oder Hartmetall laesst sich Wolfram-Kupfer dank der duktilen Kupferphase spanend bearbeiten, also drehen, fraesen, bohren und schleifen, und natuerlich erodieren. Das ermoeglicht endkonturnahe Zeichnungsteile mit engen Toleranzen.
Wolfram-Kupfer-Bauteile nach Ihren Anforderungen
Vom Einzelteil bis zur Serie: persoenliche Beratung zur richtigen EROMET-Sorte und Fertigung nach Zeichnung, mit ueber 40 Jahren Erfahrung in der Pulvermetallurgie. Lieferzeit 6 bis 8 Wochen, keine Mindestbestellmenge.
Jetzt Anfrage stellenWeiterfuehrende Informationen
Verwandte Werkstoffe und Quellen
- Verwandte Werkstoffe: Wolfram, Wolfram-Schwermetall (WSM), Molybdaen-Kupfer (MoCu), Hartmetall
- Normen: ASTM B702 (Copper-Tungsten Electrical Contact Material)
- Werkstoffdaten: Max-Planck-Institut fuer Plasmaphysik zu Wolfram-Kupfer-Verbundwerkstoffen, Wolfram (PubChem), Kupfer (WebElements)
- Service: Technische Beratung, Chargen- und Pruefbescheinigung, Kontakt



