Titan-Zirkonium-Molybdän (TZM)

Titan-Zirkonium-Molybdän, kurz TZM, ist eine partikelverfestigte Molybdänlegierung mit etwa 0,5 % Titan, 0,08 % Zirkonium und 0,01 bis 0,04 % Kohlenstoff. Fein verteilte Titan- und Zirkoniumkarbide stabilisieren das Korngefüge und heben die Rekristallisationstemperatur von rund 1.100 °C bei reinem Molybdän auf etwa 1.400 °C an. Negele Hartmetall-Technik liefert TZM-Bauteile nach Zeichnung, vom Einzelteil bis zur Serie, mit Lieferzeiten von 6 bis 8 Wochen.
Eigenschaften von TZM

TZM ist nach ASTM B387 als „Molybdenum Alloy 364" mit der UNS-Nummer R03640 spezifiziert. Die Legierungszusätze von Titan und Zirkonium bilden im Sinterprozess feine TiC- und ZrC-Ausscheidungen, die im kubisch raumzentrierten Molybdängitter Versetzungsbewegungen blockieren. Das Resultat ist ein Werkstoff, der oberhalb von 1.000 °C deutlich höhere Festigkeiten und eine spürbar bessere Kriechbeständigkeit als reines Molybdän aufweist, ohne dessen hohe Wärmeleitfähigkeit zu verlieren.
Im direkten Vergleich zu reinem Molybdän übersteigt TZM bei Raumtemperatur die Zugfestigkeit um typischerweise 30 bis 50 % und behält bis 1.200 °C noch Werte über 600 N/mm², während die Rekristallisationsschwelle um mindestens 250 °C nach oben verschoben ist. Damit bleibt die mechanische Belastbarkeit auch nach längerer thermischer Auslagerung erhalten, etwa in Wärmebehandlungsöfen oder in Heißkanalsystemen.
| Eigenschaft | Wert | Norm / Quelle |
|---|---|---|
| Dichte | 10,2 g/cm³ | Negele Produktdaten |
| Schmelzpunkt | 2.620 °C (2.890 K) | Negele Produktdaten |
| Siedepunkt | 4.620 °C (4.885 K) | Negele Produktdaten |
| Härte | 150 bis 230 HV10 | Negele Produktdaten |
| Zugfestigkeit (RT) | 500 bis 800 N/mm² | Negele Produktdaten |
| Elastizitätsmodul | 350 GPa | Negele Produktdaten |
| Wärmeleitfähigkeit (20 °C) | 140 W/mK | Negele Produktdaten |
| Spezifische Wärmekapazität (20 °C) | 0,25 J/gK | Negele Produktdaten |
| Linearer Ausdehnungskoeffizient (100 °C) | 5,1 × 10⁻⁶ /K | Negele Produktdaten |
| Linearer Ausdehnungskoeffizient (1.000 °C) | 5,8 × 10⁻⁶ /K | Negele Produktdaten |
| Rekristallisationstemperatur | ca. 1.400 °C | ASTM B387 |
| Empfohlene Einsatztemperatur | 700 bis 1.400 °C | Negele Produktdaten |
| Kristallstruktur | kubisch raumzentriert (bcc) | Negele Produktdaten |
Quelle: Hauseigene Produktdaten (TZM), verifiziert gegen DIN/ISO-Normen und ASTM B387.
TZM im Werkstoffvergleich
Der Werkstoffvergleich macht die Positionierung von TZM innerhalb der Molybdän-Familie und gegenüber Wolfram nachvollziehbar. TZM ergänzt das Spektrum dort, wo reines Molybdän bei thermischer Belastung an seine Grenzen kommt, ohne den Kosten- und Gewichtsaufwand von Wolfram zu erfordern.
TZM
Schmelzpunkt: ca. 2.623 °C
Dichte: 10,2 g/cm³
Rekristallisation: ca. 1.500 °C
Vorteil: hohe Warmfestigkeit, Kriechfestigkeit, besser bearbeitbar als reines Molybdän
Schmelzpunkt: ca. 2.617 °C
Dichte: 10,2 g/cm³
Rekristallisation: ca. 1.100 °C
Vorteil: hohe Reinheit, sehr gute Wärmeleitung; Zerspanung anspruchsvoller als bei TZM
Schmelzpunkt: 3.420 °C
Dichte: 19,3 g/cm³
Rekristallisation: ca. 1.300 °C
Vorteil: höchster Schmelzpunkt, höchste Dichte
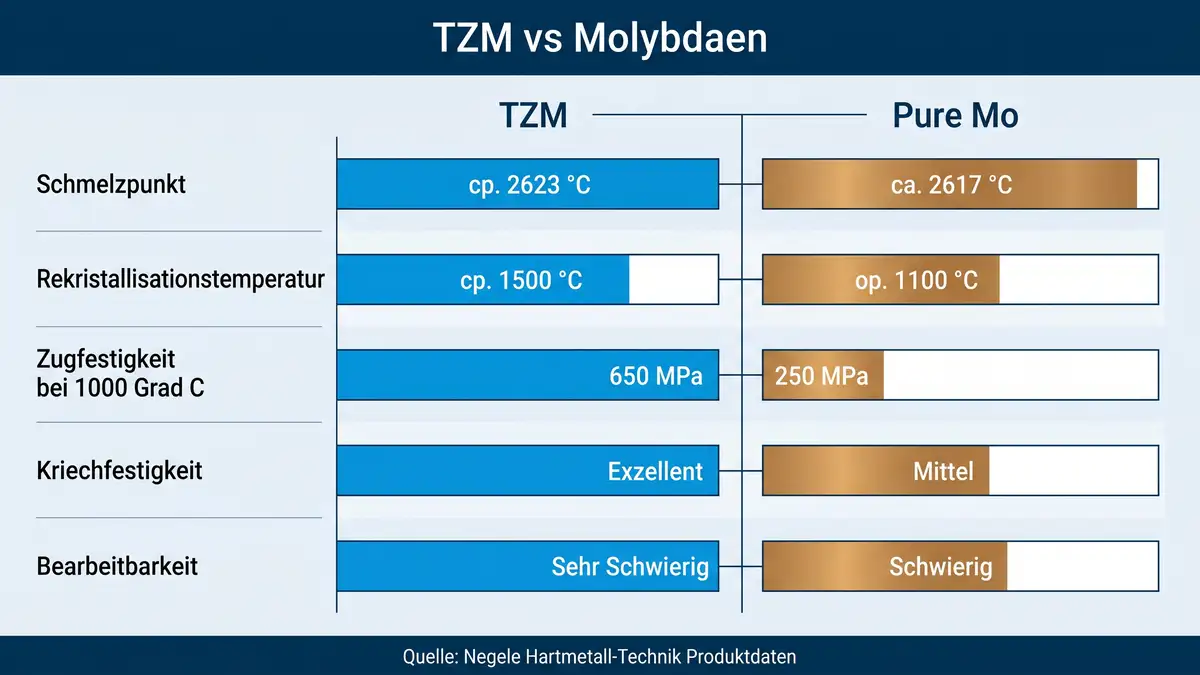
TZM ist der Werkstoff der Wahl, wenn Bauteile dauerhaft zwischen 700 °C und 1.400 °C eingesetzt werden, eine hohe Wärmeleitfähigkeit erforderlich ist und reines Molybdän bei der Rekristallisation an seine Grenzen stößt. Für oxidierende Atmosphären in Luft ist TZM jedoch nicht geeignet.
Bearbeitung und Herstellung von TZM
TZM wird pulvermetallurgisch hergestellt, was eine feine, homogene Mikrostruktur ermöglicht. Die European Powder Metallurgy Association dokumentiert das Verfahren als Standardroute für Refraktärmetalle: Pulver werden gemischt, isostatisch gepresst und in Wasserstoff- oder Vakuumatmosphäre bei etwa 1.800 °C gesintert. Anschließendes Schmieden, Walzen oder Strangpressen verdichtet das Gefüge weiter und richtet die Karbidausscheidungen aus, die TZM seine charakteristische Warmfestigkeit verleihen.
Die mechanische Bearbeitung von TZM ist gegenüber reinem Molybdän spürbar erleichtert: die feinen TiC- und ZrC-Ausscheidungen begünstigen die Spanbildung und reduzieren die Tendenz zum Schmieren am Werkzeug. Drehen, Fräsen und Bohren erfolgen mit Hartmetallwerkzeugen bei reduzierten Schnittgeschwindigkeiten und ausreichender Kühlung. Negele setzt für TZM eigene Hartmetall-Schneidstoffe ein, die für die spröde Bruchcharakteristik von Refraktärmetallen ausgelegt sind. Hohe Oberflächengüten sind erreichbar, was insbesondere für Heißkanaldüsen und Anodenbauteile entscheidend ist.
Auch wenn TZM gegenüber reinem Molybdän besser zerspanbar ist, bleibt die Bearbeitung von Refraktärmetallen Fachgebiet erfahrener Werkstoff-Spezialisten. Falsche Schnittparameter oder ungeeignete Schneidstoffe führen schnell zu Mikrorissen, vorzeitigem Werkzeugbruch und Ausschuss. Negele bringt für jede Geometrie die passenden Schnittwerte, Vorrichtungen und Werkzeugkonzepte mit, gestützt auf über 40 Jahre Erfahrung in der Pulvermetallurgie.
Pulverherstellung
Hochreines Molybdänpulver wird mit Titan, Zirkonium und Kohlenstoff in präzise dosierten Mengen gemischt. Die Reinheit der Ausgangspulver bestimmt die spätere Hochtemperaturleistung.
Isostatisches Pressen
Das Pulvergemisch wird kaltisostatisch (CIP) zu Grünlingen verdichtet. Druck und Pressrichtung beeinflussen die spätere Mikrostruktur.
Sintern
Sintern in Wasserstoff oder Vakuum bei ca. 1.800 °C. Dabei bilden sich die TiC- und ZrC-Ausscheidungen, die das Korngefüge stabilisieren.
Umformen
Schmieden, Walzen oder Strangpressen verdichtet das Material auf über 99 % der theoretischen Dichte und richtet die Karbide aus.
Spannungsarmglühen
Wärmebehandlung unterhalb der Rekristallisationstemperatur, um Eigenspannungen abzubauen und die Bearbeitungsmaße stabil zu halten.
Zerspanende Endbearbeitung
Drehen, Fräsen, Bohren und Schleifen mit Hartmetallwerkzeugen. Bei Negele zu engen Toleranzen nach Zeichnung bearbeitet.
TZM oxidiert wie reines Molybdän oberhalb von etwa 400 bis 500 °C an Luft, wobei sich flüchtiges Molybdäntrioxid (MoO₃) bildet. Der dauerhafte Einsatz oberhalb dieser Temperatur erfordert eine Schutzgas-, Wasserstoff- oder Vakuumatmosphäre. Für oxidierende Anwendungen sind spezielle Beschichtungen oder reduzierte Einsatztemperaturen erforderlich.
Anwendungsgebiete von TZM
TZM kommt überall dort zum Einsatz, wo Bauteile dauerhaft hohen Temperaturen und gleichzeitig mechanischen Lasten standhalten müssen. Die Kombination aus Warmfestigkeit, Kriechbeständigkeit und Wärmeleitfähigkeit macht den Werkstoff für mehrere Industrien attraktiv.

Kunststoffverarbeitung: Heißkanaldüsen
In Heißkanalsystemen für die Spritzgießtechnik leitet die Düsenspitze die Wärme von der Heizpatrone an die Schmelze weiter. Die hohe Wärmeleitfähigkeit von TZM von 140 W/mK ermöglicht eine schnelle und gleichmäßige Temperaturverteilung, was zu einer homogeneren Schmelze und kürzeren Zykluszeiten führt. Gleichzeitig widersteht das Material den Abrasiv- und Druckbelastungen, die bei glasfasergefüllten oder mineralisch gefüllten Thermoplasten auftreten.
Medizintechnik: Anoden in Röntgenröhren
In Drehanoden moderner Röntgenröhren treffen Elektronenstrahlen mit hoher Energiedichte auf die Anodenoberfläche. TZM dient als Substratmaterial für die Rhenium-Wolfram-Auftragsschicht und nimmt die Wärme zuverlässig auf, ohne durch Kriechen die Drehauswuchtung zu verlieren. Die Rekristallisationsbeständigkeit von TZM ist hier entscheidend, da die Anode pro Belichtung lokal weit über 1.000 °C erreicht.
Werkzeug- und Formenbau: Isotherme Schmiedegesenke

Beim isothermen Schmieden, insbesondere von Titanlegierungen für die Luft- und Raumfahrt, befinden sich Werkzeug und Werkstück auf nahezu identischer Temperatur (typischerweise 900 bis 1.100 °C). TZM-Gesenke behalten unter diesen Bedingungen ihre Maßhaltigkeit, während konventionelle Werkzeugstähle versagen würden. Die Standzeit der Gesenke wird durch die Kriechbeständigkeit von TZM bestimmt.
Hochtemperaturtechnik: Wärmebehandlungsanlagen
In Vakuum- und Schutzgasöfen für die Wärmebehandlung von Stahl, Titan und Sondermetallen kommen TZM-Bauteile als Heizelemente, Stützstrukturen, Chargiergestelle und Strahlungsschirme zum Einsatz. Die Kombination aus geringer Wärmespeicherung (durch die spezifische Wärme von 0,25 J/gK) und hoher Festigkeit bei Betriebstemperatur reduziert Energiekosten und Taktzeiten.
Halbleiter- und Solartechnik: Ofen-Fixtures
Beim Ziehen und Tempern von Silizium-Einkristallen sowie bei Diffusionsprozessen in der Halbleiterfertigung halten TZM-Fixtures Wafer und Tiegel präzise in Position. Die geringe Kontamination durch flüchtige Bestandteile (in inerter Atmosphäre) und die Maßhaltigkeit über tausende Zyklen sichern hohe Ausbeuten in sensiblen Prozessen.
Lieferformen
Negele Hartmetall-Technik liefert TZM-Bauteile kundenspezifisch nach Zeichnung, ohne Mindestbestellmenge, mit typischen Lieferzeiten von 6 bis 8 Wochen ab Auftragseingang. Bei einfachen Geometrien sind auch kürzere Lieferzeiten realisierbar.
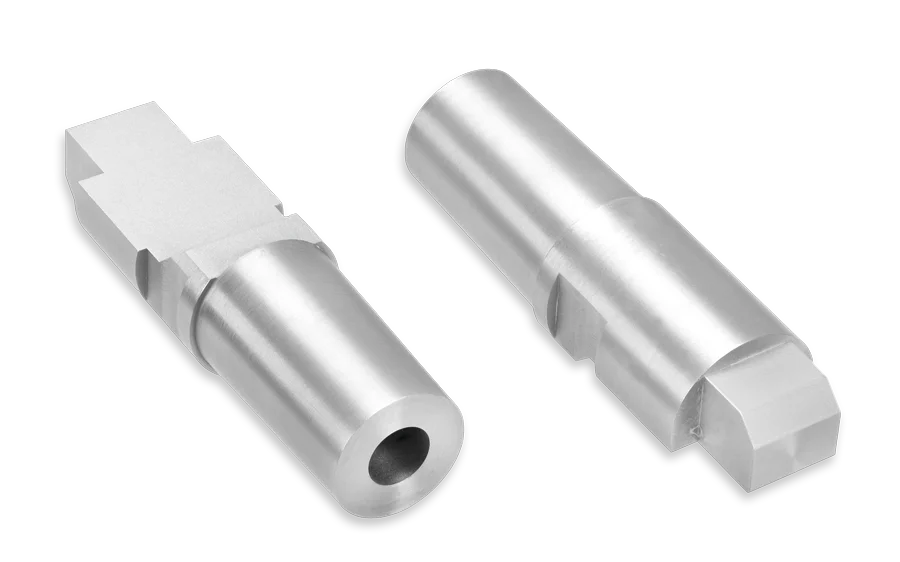
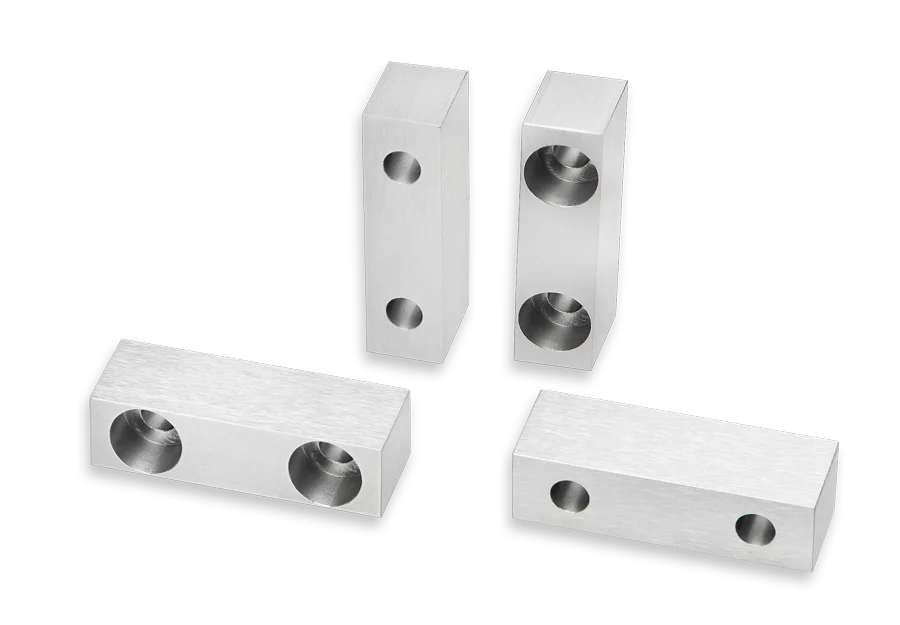
- Einbaufertige Bauteile nach Zeichnung: Heißkanaldüsen, Anodenrohlinge, Schmiedegesenke, Elektroden, Wellen, Stempel und Halterungen.
- Rohlinge und Ronden: Zylindrische Vorprodukte für die kundenseitige Weiterbearbeitung.
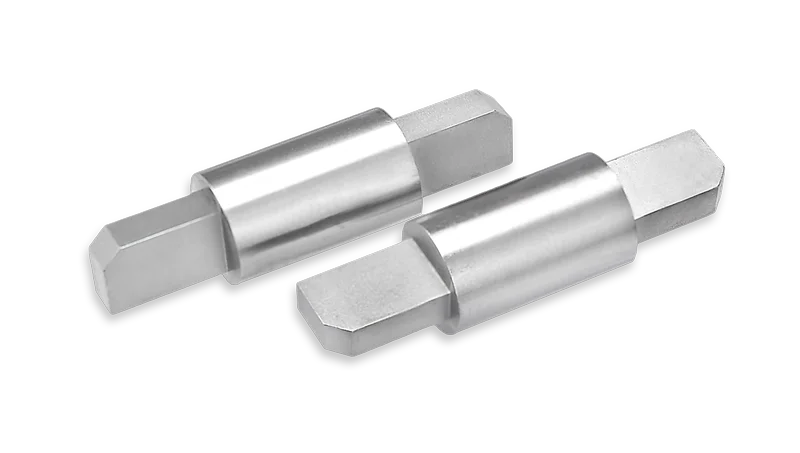
- Stifte und Stäbe: Auf Maß zugeschnittene Halbzeuge.
- Endkonturnahe Preforms: Maßlich an die finale Geometrie angenäherte Vorprodukte zur Reduzierung des Zerspanungsaufwands.
- Sonderformen: Geometrien außerhalb des Standardsortiments auf Anfrage.
Die Bandbreite reicht vom Einzelteil für Prototypen bis zur Mittel- und Großserie für etablierte Anwendungen. Für die Werkstoffauslegung steht die Technische Beratung von Negele zur Verfügung. Bei TZM lohnt sich häufig der Dialog vor der Konstruktion, da die werkstoffspezifische Auslegung (etwa bei Heißkanaldüsen oder Schmiedegesenken) deutliche Standzeitverlängerungen ermöglicht.
Normen und Standards
TZM ist international normativ erfasst. Die zentralen Bezugsdokumente sind:
| Norm | Geltungsbereich |
|---|---|
| ASTM B387 | Standard Specification for Molybdenum and Molybdenum Alloy Bar, Rod, and Wire. Spezifiziert TZM als „Molybdenum Alloy 364" mit UNS-Nummer R03640. |
| DIN 17850 | Werkstoffanforderungen für gekneteten Molybdän und Molybdänlegierungen (Wrought Molybdenum). |
| ISO 29860 | Refraktärmetallhalbzeuge: Qualitätsanforderungen. |
| EN 10204 | Werkstoffprüfbescheinigungen 3.1 oder 2.2 auf Anfrage: Chargenzuordnung, chemische Analyse, mechanische Kennwerte. |
| DIN EN ISO 9001 | Negele Hartmetall-Technik ist zertifiziert. Fertigung im eigenen Werk in Stuttgart mit dokumentierter Werkstoffrückverfolgung. |
Häufig gestellte Fragen zu TZM
Was bedeutet die Abkürzung TZM?
TZM steht für Titan-Zirkonium-Molybdän. Es bezeichnet eine partikelverfestigte Molybdänlegierung mit etwa 0,5 % Titan, 0,08 % Zirkonium und 0,01 bis 0,04 % Kohlenstoff, normiert nach ASTM B387 als „Molybdenum Alloy 364" (UNS R03640).
Worin unterscheidet sich TZM von reinem Molybdän?
TZM hat im Vergleich zu reinem Molybdän eine um etwa 250 °C höhere Rekristallisationstemperatur (1.400 °C statt 1.100 °C), eine höhere Zugfestigkeit (500 bis 800 N/mm² statt 480 bis 600 N/mm² bei Raumtemperatur) und eine deutlich bessere Kriechfestigkeit. Die Dichte und der Schmelzpunkt sind nahezu identisch (10,2 g/cm³, 2.620 °C).
Bei welchen Temperaturen wird TZM eingesetzt?
Die empfohlene Einsatztemperatur für TZM liegt bei 700 bis 1.400 °C. Oberhalb von 1.400 °C beginnt die Rekristallisation, oberhalb von 400 bis 500 °C in Luft setzt Oxidation ein. Für oxidierende Atmosphären sind Schutzgas, Vakuum oder Beschichtungen erforderlich.
Wie wird TZM bearbeitet?
TZM lässt sich mit Hartmetallwerkzeugen drehen, fräsen, bohren und schleifen. Im Vergleich zu reinem Molybdän ist die Zerspanung erleichtert, da die Karbidausscheidungen die Spanbildung begünstigen. Empfohlen werden reduzierte Schnittgeschwindigkeiten, scharfe Schneidkanten und ausreichende Kühlung. Schweißen ist möglich, jedoch anspruchsvoll, da die Wärmeeinflusszone rekristallisieren und durch Sauerstoffaufnahme verspröden kann.
Welche Anwendungen hat TZM in der Industrie?
TZM wird eingesetzt für Heißkanaldüsen in der Kunststoffspritzgießtechnik, Drehanoden in Röntgenröhren, isotherme Schmiedegesenke für Titanlegierungen, Bauteile in Wärmebehandlungsanlagen und Vakuumöfen, Halbleiter-Fixtures sowie Glasformwerkzeuge. Überall dort, wo dauerhafte Temperaturen zwischen 700 und 1.400 °C mit mechanischer Last kombiniert sind.
Welche Lieferzeiten bietet Negele für TZM-Bauteile?
Die typische Lieferzeit für kundenspezifische TZM-Bauteile nach Zeichnung beträgt 6 bis 8 Wochen ab Auftragseingang. Bei einfachen Geometrien und Verfügbarkeit von Rohlingen sind kürzere Lieferzeiten möglich. Eine Mindestbestellmenge gibt es nicht; auch Einzelteile für Prototypen sind realisierbar.
Ist TZM für Schweißkonstruktionen geeignet?
TZM ist schweißbar, aber anspruchsvoll. Die Wärmeeinflusszone rekristallisiert und kann durch Sauerstoffaufnahme verspröden, was die Duktilität lokal reduziert. Für strukturelle Verbindungen werden bevorzugt mechanische Verbindungen oder Lötkonstruktionen eingesetzt. Bei Schweißerfordernis sind Elektronenstrahl- oder WIG-Schweißung unter Schutzgas in geübter Hand möglich.
Wie wird TZM hergestellt?
TZM wird pulvermetallurgisch hergestellt: Molybdänpulver wird mit Titan, Zirkonium und Kohlenstoff gemischt, isostatisch gepresst und unter Wasserstoff- oder Vakuumatmosphäre bei etwa 1.800 °C gesintert. Anschließendes Schmieden oder Walzen verdichtet das Material auf über 99 % der theoretischen Dichte und bildet die feinen TiC- und ZrC-Karbidausscheidungen aus, die TZM seine charakteristische Warmfestigkeit verleihen.
TZM-Bauteile nach Ihren Anforderungen
Vom Einzelteil bis zur Serie: persönliche Beratung durch unsere Werkstoff-Experten mit über 40 Jahren Erfahrung in der Pulvermetallurgie. Stuttgart, lieferbar in 6 bis 8 Wochen.
Jetzt Anfrage stellenWeiterführende Informationen
- Molybdän-Familie: Reines Molybdän (Mo) · Molybdän-Lanthanoxid (MoLa) · Molybdän-Kupfer (MoCu)
- Refraktärmetalle: Wolfram (W) · Wolfram-Kupfer (WCu) · Wolfram-Schwermetall (WSM) · Hartmetall
- Negele Services: Flexible Einzel- und Serienfertigung, technische Beratung, Chargen- und Prüfbescheinigungen
- Normen und Datenbanken: ASTM B387 (Molybdenum Bar, Rod, Wire) · PubChem Molybdän · WebElements Molybdenum · RSC Periodic Table Molybdenum
- Fachliteratur: Oxidation und Hochtemperaturverhalten von Mo-Legierungen (PMC)
- Kontakt und technische Beratung



