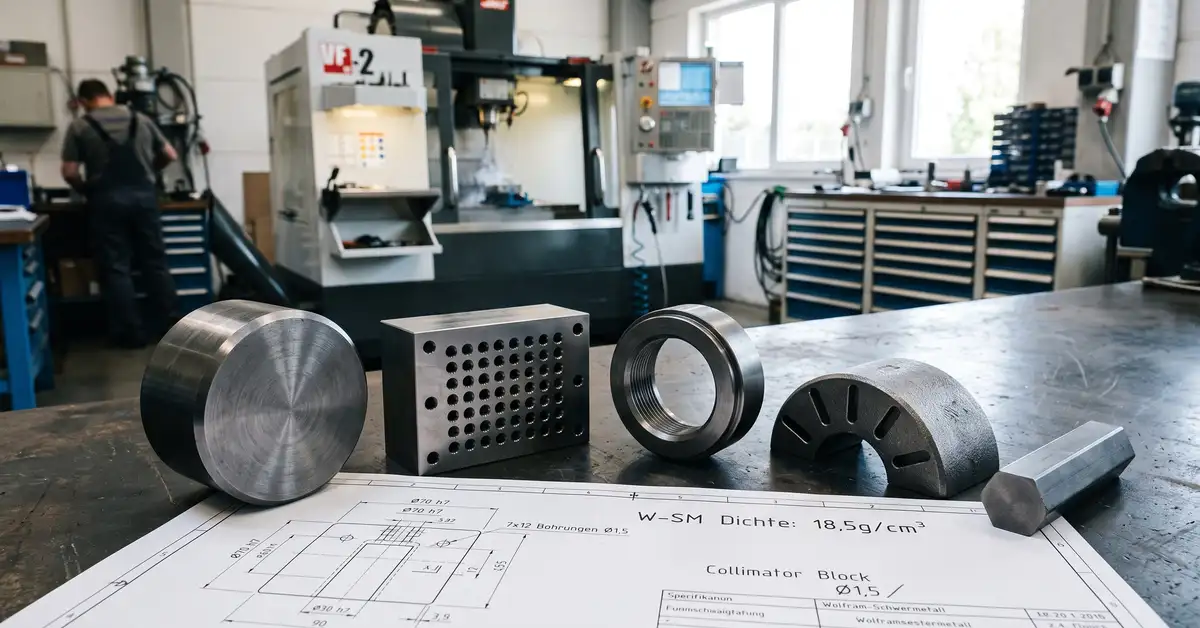
Wolfram-Schwermetall (WSM)
Der Alleskoenner unter den Wolframlegierungen. Wolfram-Schwermetall (WSM, englisch tungsten heavy alloy, THA) ist eine pulvermetallurgisch hergestellte Sinterlegierung mit 85 bis 98,5 Gew.-% Wolfram. Nahezu reine Wolframkoerner sind in eine zaehe Bindephase aus Nickel-Eisen (NiFe) oder Nickel-Kupfer (NiCu) eingebettet. Daraus ergeben sich hohe Dichten von 17 bis 18,5 g/cm³ bei zugleich hoher Festigkeit und Duktilitaet. Ueber den Binder lassen sich die Eigenschaften gezielt einstellen, etwa magnetisch (NiFe) oder unmagnetisch (NiCu). Negele Hartmetall-Technik fertigt WSM-Bauteile nach Zeichnung, vom Einzelteil bis zur Serie.

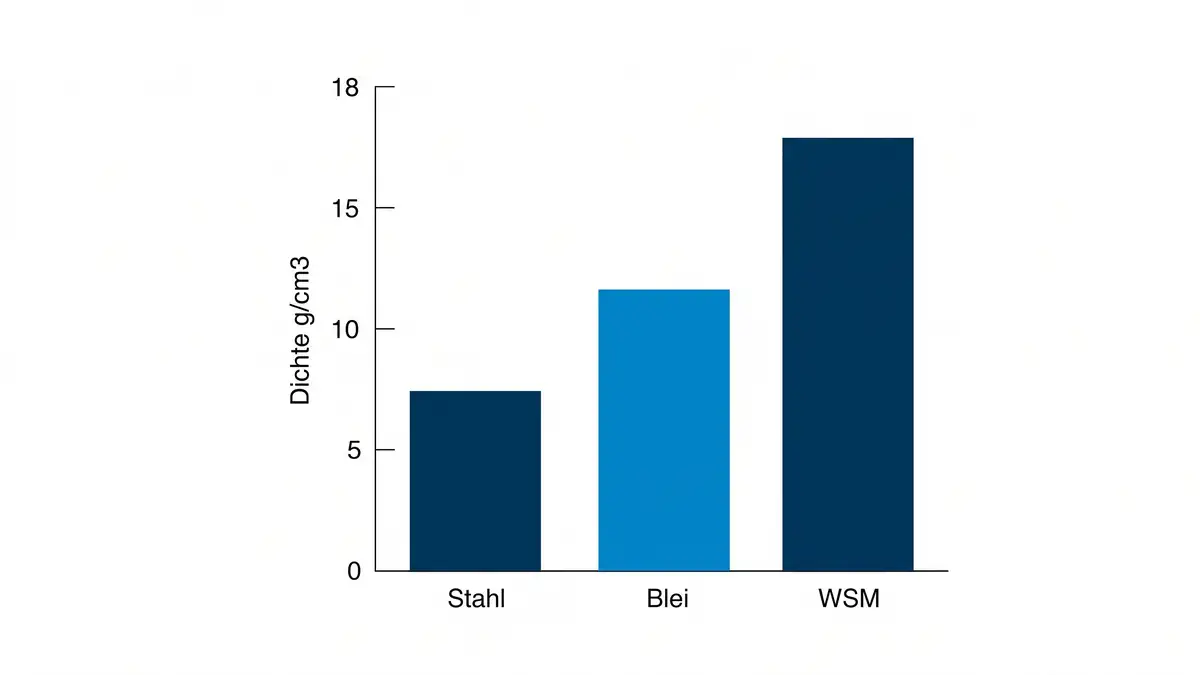
Mit einer Dichte um 18 g/cm³ ist WSM rund 60 % dichter als Blei und mehr als doppelt so dicht wie Stahl. Anders als reines Wolfram ist die Legierung dabei gut zerspanbar und duktil. Diese Kombination macht WSM zur ersten Wahl, wenn auf kleinem Bauraum viel Masse, Strahlenabsorption oder Schwingungsdaempfung gefordert ist.
Eigenschaften von Wolfram-Schwermetall
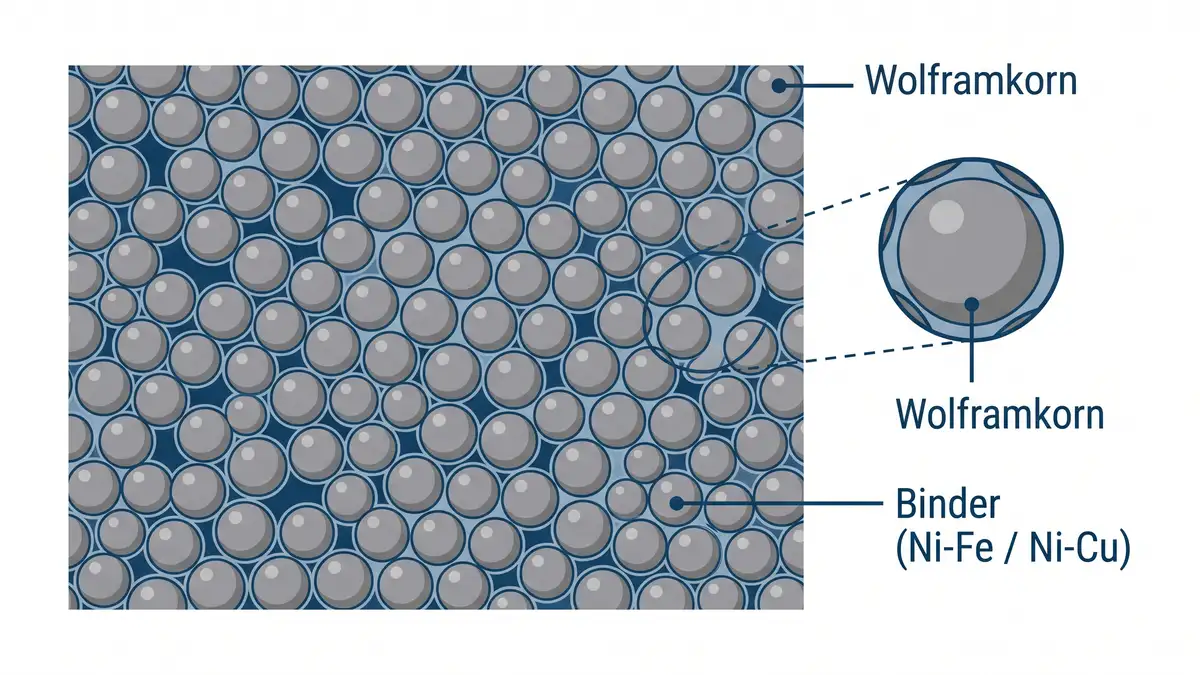
WSM ist ein Zweiphasen-Verbund: nahezu reine, rundliche Wolframkoerner liegen in einer durchgehenden, duktilen Bindephase. Diese Mikrostruktur verbindet die hohe Dichte und Steifigkeit des Wolframs mit der Zaehigkeit und Bearbeitbarkeit des Binders. Uebersichtsarbeiten zu gesinterten Wolfram-Schwermetallen beschreiben genau dieses Gefuege aus Wolframkoernern in einer Nickel-basierten Matrix.
Der Wolframgehalt steuert die Dichte: je hoeher der Anteil, desto hoeher Dichte und Steifigkeit. Mit steigendem Wolframgehalt nimmt die Bindephase ab, wodurch Haerte und Festigkeit tendenziell zunehmen, die Bruchdehnung jedoch abnimmt. So reicht die Bruchdehnung von rund 12 % bei WSM17Fe bis etwa 2 % bei sehr wolframreichen NiCu-Sorten. Die Festigkeit laesst sich durch Kaltverformung (Schwenken) und Waermebehandlung weiter steigern.
| Sorte | W-Gehalt | Binder | Dichte | Haerte | Zugfestigkeit | Bruchdehnung | E-Modul | Magnetisch |
|---|---|---|---|---|---|---|---|---|
| WSM17Fe | 90 % | NiFe | 17 g/cm³ | >255 HV10 | 860 MPa | 12 % | 340 GPa | ja (leicht) |
| WSM17,5Fe | 92,5 % | NiFe | 17,5 g/cm³ | >260 HV10 | 860 MPa | 10 % | 300 GPa | ja (leicht) |
| WSM18Fe | 95 % | NiFe | 18 g/cm³ | >270 HV10 | 860 MPa | 8 % | 380 GPa | ja (leicht) |
| WSM18,5Fe | 97 % | NiFe | 18,5 g/cm³ | >275 HV10 | 830 MPa | 6 % | 385 GPa | ja (leicht) |
| WSM17Cu | 90 % | NiCu | 17 g/cm³ | >250 HV10 | 760 MPa | 4 % | 330 GPa | nein |
| WSM18Cu | 95 % | NiCu | 18 g/cm³ | >260 HV10 | 760 MPa | 2 % | 360 GPa | nein |
Quelle: Hauseigene Produktdaten (WSM-Sorten), Stand Februar 2018. Geringfuegige Abweichungen sind produktionsbedingt. sm = leicht ferromagnetisch, pm = paramagnetisch (unmagnetisch).
NiFe und NiCu: magnetisch oder unmagnetisch
Die Bindephase entscheidet ueber das magnetische Verhalten. NiFe-Sorten sind leicht ferromagnetisch (magnetisch), da Nickel und Eisen ferromagnetische Metalle sind. NiCu-Sorten sind dagegen praktisch unmagnetisch (paramagnetisch), weil Kupfer die ferromagnetische Kopplung im Binder unterbindet. Genormte unmagnetische Sorten erreichen eine sehr niedrige magnetische Permeabilitaet, wie sie etwa nach ASTM B777 fuer magnetisch inerte Anwendungen gefordert wird.
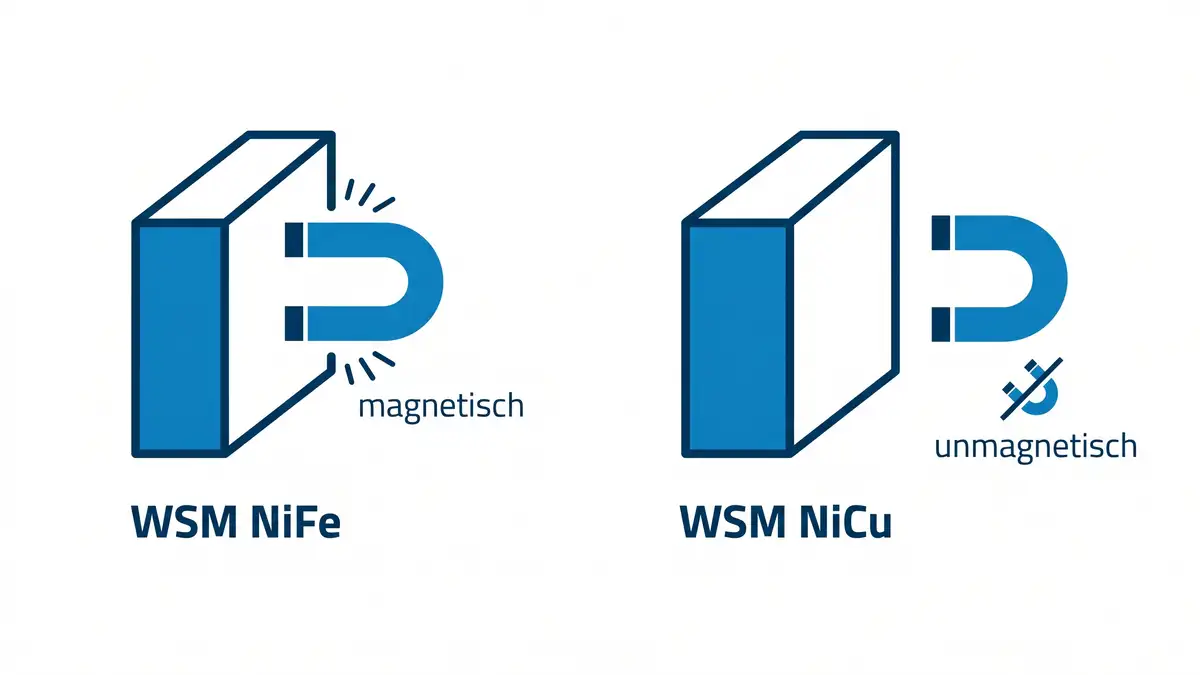
WSM mit NiFe-Binder
Magnetisch: leicht ferromagnetisch
Staerke: hoehere Festigkeit und Duktilitaet
Einsatz: Gewichte, Strukturteile, Werkzeuge
WSM mit NiCu-Binder
Magnetisch: nein (paramagnetisch)
Staerke: magnetisch inert
Einsatz: Sensorumfeld, Messtechnik, MRT-Naehe
Herstellung und Bearbeitung von WSM
Wolfram-Schwermetall wird pulvermetallurgisch durch Fluessigphasensintern hergestellt. Wolframpulver wird mit dem NiFe- oder NiCu-Binder gemischt, gepresst und gesintert. Beim Sintern oberhalb des Binder-Schmelzpunkts (rund 1.480 bis 1.520 °C, weit unter dem Schmelzpunkt des Wolframs von 3.420 °C) benetzt die fluessige Bindephase die Wolframkoerner und verbindet sie zu einem dichten Gefuege.
Pulver mischen
Wolframpulver mit NiFe- oder NiCu-Binder im gewuenschten Verhaeltnis homogen mischen.
Pressen
Verdichten zum Gruenling in der gewuenschten Rohform.
Fluessigphasensintern
Sintern unter Schutzgas, der schmelzende Binder benetzt die Wolframkoerner, hohe relative Dichte.
Bearbeiten
Drehen, Fraesen, Bohren und Gewindeschneiden mit Hartmetallwerkzeugen zum einbaufertigen Bauteil.
Die zaehe Bindephase macht WSM gut zerspanbar: Drehen, Fraesen und Bohren erfolgen mit Hartmetallwerkzeugen, auch Gewindeschneiden ist moeglich. So lassen sich komplexe Bauteile nach Kundenzeichnung fertigen. Negele fertigt WSM-Teile in der flexiblen Einzel- und Serienfertigung.
Anwendungsgebiete
Die hohe Dichte, das hohe Absorptionsvermoegen und die gute Bearbeitbarkeit machen WSM zum vielseitigen Werkstoff in Strahlenschutz, Auswuchttechnik, Schwingungsdaempfung und Werkzeugbau.
Strahlenschutz und Kollimatoren
Wegen der hohen Dichte und Ordnungszahl absorbiert WSM Gamma- und Roentgenstrahlung wirksam und dient als Abschirmelement und Kollimator, etwa in der medizinischen Bildgebung, Strahlentherapie und Messtechnik. Gegenueber Blei ist WSM dichter, ungiftig und mechanisch stabiler, wie auch Untersuchungen an Kollimatoren aus Wolframlegierungen zeigen.

Wuchtgewichte und Ausgleichsmassen
Die hohe Dichte erlaubt grosse Massen auf kleinem Bauraum. WSM dient als Wucht- und Ausgleichsgewicht fuer Kurbelwellen, Generatoren und Turbinen sowie in der Luft- und Raumfahrt und im Motorsport, wo Masse exakt platziert werden muss.

Schwingungsdaempfung
Als kompakte Daempfungsmasse beruhigt WSM Schwingungen, etwa an Werkzeugen, Bohrstangen und Spindeln. Die hohe Masse auf kleinem Volumen verschiebt Eigenfrequenzen und reduziert Ratterneigung, was die Oberflaechenguete und Standzeit verbessert.

Werkzeuge und weitere Anwendungen
Im Werkzeug- und Formenbau wird WSM zu steifen Bohrstangen, Drehmeisselhaltern und Schleifscheibenschaeften verarbeitet, ferner zu Ambossen und Elektroden zum Warmstauchen, zu Vibrationshaemmern sowie zu Bauteilen der Uhrenindustrie und des Sports (Golf-Putter, Dartpfeile).
WSM im Vergleich zu Blei und reinem Wolfram
WSM verbindet Vorteile, die Blei und reines Wolfram jeweils nur teilweise bieten. Gegenueber Blei ist WSM dichter (rund 18 statt 11,3 g/cm³), ungiftig und deutlich steifer und fester. Gegenueber reinem Wolfram ist WSM duktil und gut zerspanbar, da die zaehe Bindephase die Sproedigkeit des Wolframs ausgleicht. Damit eignet sich WSM fuer einbaufertige, komplex bearbeitete Bauteile, wo Blei zu weich und giftig und reines Wolfram zu sproede waere.
Lieferformen
Negele ist Auftragsfertiger und stellt WSM nach Kundenspezifikation her, nicht als Lagerware fuer Normprofile. Im Mittelpunkt stehen einbaufertige Bauteile nach Zeichnung sowie Halbzeuge fuer die nachgelagerte Bearbeitung.
- Formteile und Bauteile nach Zeichnung, endkonturnah und einsatzbereit
- Staebe und Bloecke als Basis fuer die Endbearbeitung
- Platten und Bleche fuer Abschirmungen und Massen
- Sonderformen je nach Anwendung

Die typische Lieferzeit liegt bei 6 bis 8 Wochen, bei einfachen Geometrien auch kuerzer. Als familiengefuehrtes Unternehmen aus Stuttgart entscheidet Negele kurzfristig und flexibel, gerade bei Einzelteilen und kleinen Serien.
Normen und Standards
Wolfram-Schwermetalle sind international genormt. Die zentrale Norm ist ASTM B777 (Standard Specification for Tungsten Base, High-Density Metal), die vier Klassen nach Wolframgehalt und Dichte definiert, von Klasse 1 (rund 90 % W) bis Klasse 4 (rund 97 % W). Verwandte Spezifikationen sind AMS 7725 und militaerische Normen.
Auf Wunsch liefert Negele WSM mit Material- und Pruefbescheinigung nach EN 10204 (Zeugnis 2.1, 2.2 oder Abnahmepruefzeugnis 3.1). Die Fertigung ist nach DIN EN ISO 9001 zertifiziert. Details finden Sie im Bereich Chargen- und Pruefbescheinigung.
Haeufig gestellte Fragen zu Wolfram-Schwermetall
Was ist Wolfram-Schwermetall (WSM)?
Wolfram-Schwermetall (WSM, englisch tungsten heavy alloy) ist eine pulvermetallurgische Sinterlegierung mit 85 bis 98,5 Gew.-% Wolfram. Nahezu reine Wolframkoerner sind in eine zaehe Bindephase aus Nickel-Eisen (NiFe) oder Nickel-Kupfer (NiCu) eingebettet. Daraus ergeben sich hohe Dichten von 17 bis 18,5 g/cm³ bei guter Festigkeit und Bearbeitbarkeit.
Wie hoch ist die Dichte von Wolfram-Schwermetall?
Je nach Wolframgehalt liegt die Dichte zwischen 17 und 18,5 g/cm³. Das ist rund 60 % mehr als Blei (11,3 g/cm³) und mehr als das Doppelte von Stahl (etwa 7,9 g/cm³). Hoehere Wolframgehalte ergeben hoehere Dichten.
Ist Wolfram-Schwermetall magnetisch?
Das haengt vom Binder ab. Sorten mit Nickel-Eisen-Binder (NiFe) sind leicht ferromagnetisch, also magnetisch. Sorten mit Nickel-Kupfer-Binder (NiCu) sind praktisch unmagnetisch (paramagnetisch) und eignen sich fuer magnetisch inerte Anwendungen, etwa im Sensorumfeld.
Worin unterscheidet sich WSM von reinem Wolfram?
Reines Wolfram ist sehr hart und sproede und nur schwer zu bearbeiten. WSM enthaelt eine zaehe Bindephase, die den Werkstoff duktil und gut zerspanbar macht (Drehen, Fraesen, Bohren, Gewindeschneiden). Die Dichte ist mit 17 bis 18,5 g/cm³ etwas niedriger als die von reinem Wolfram (19,3 g/cm³).
Warum ist WSM ein guter Ersatz fuer Blei im Strahlenschutz?
WSM ist deutlich dichter als Blei und hat eine hohe Ordnungszahl, daher absorbiert es Gamma- und Roentgenstrahlung auf kleinerem Bauraum. Zudem ist WSM ungiftig sowie mechanisch fester und steifer als das weiche, giftige Blei. Es eignet sich daher gut fuer Abschirmungen und Kollimatoren.
Welche WSM-Sorten gibt es?
Negele fuehrt unter anderem WSM17Fe, WSM17,5Fe, WSM18Fe und WSM18,5Fe mit Nickel-Eisen-Binder (magnetisch) sowie WSM17Cu und WSM18Cu mit Nickel-Kupfer-Binder (unmagnetisch). Die Zahl steht fuer die Dichte, der Zusatz Fe oder Cu fuer den Binder.
Laesst sich Wolfram-Schwermetall bearbeiten?
Ja. Im Vergleich zu reinem Wolfram ist WSM deutlich leichter bearbeitbar. Drehen, Fraesen und Bohren erfolgen mit Hartmetallwerkzeugen, auch Gewindeschneiden ist moeglich. So lassen sich komplexe Bauteile nach Kundenzeichnung fertigen.
Wofuer wird Wolfram-Schwermetall verwendet?
Typische Anwendungen sind Abschirmelemente und Kollimatoren fuer den Strahlenschutz, Wucht- und Ausgleichsgewichte fuer Kurbelwellen, Generatoren und Turbinen, Schwingungsdaempfungsmassen, Bohrstangen und Werkzeughalter sowie Bauteile fuer Uhren- und Sportartikel wie Golf-Putter und Dartpfeile.
Nach welcher Norm wird WSM geliefert?
Die zentrale Norm ist ASTM B777 (Tungsten Base, High-Density Metal) mit vier Klassen nach Wolframgehalt und Dichte. Auf Wunsch liefert Negele WSM mit Pruefbescheinigung nach EN 10204; die Fertigung ist nach DIN EN ISO 9001 zertifiziert.
WSM-Bauteile nach Ihren Anforderungen
Vom Einzelteil bis zur Serie: persoenliche Beratung zur richtigen WSM-Sorte und Fertigung nach Zeichnung, mit ueber 40 Jahren Erfahrung in der Pulvermetallurgie. Lieferzeit 6 bis 8 Wochen, keine Mindestbestellmenge.
Jetzt Anfrage stellenWeiterfuehrende Informationen
Verwandte Werkstoffe und Quellen
- Verwandte Werkstoffe: Wolfram, Wolfram-Kupfer (WCu), Wolfram-Lanthanoxid (WL), Hartmetall
- Normen: ASTM B777 (Tungsten Base, High-Density Metal), AMS 7725, EN 10204 (Pruefbescheinigungen)
- Werkstoffdaten: Review sintered tungsten heavy alloys (ScienceDirect), Kollimatoren aus Wolframlegierungen (ScienceDirect)
- Service: Technische Beratung, Chargen- und Pruefbescheinigung, Kontakt



