
Hartmetall
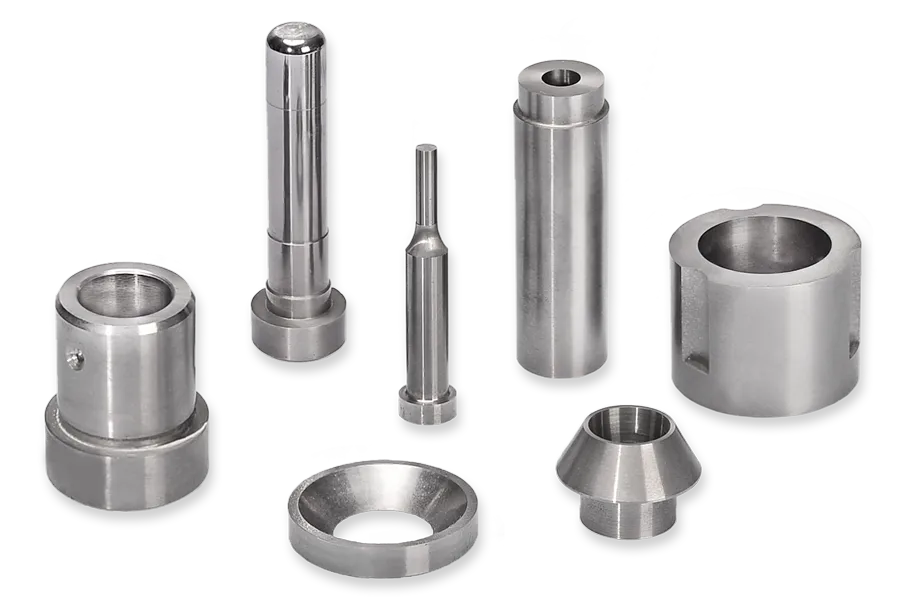
Hart wie Diamant. Hartmetall (englisch Cemented Carbide, haeufig nach seinem Hauptbestandteil als Wolframcarbid bezeichnet) ist ein pulvermetallurgischer Verbundwerkstoff aus harten Wolframcarbid-Koernern (WC) in einer zaehen metallischen Bindephase, meist Cobalt (Co). Diese Kombination vereint die Haerte einer Keramik mit der Bruchzaehigkeit eines Metalls und macht Hartmetall zum Werkstoff der Wahl, wo Verschleiss, hohe Flaechenpressung und Massbestaendigkeit ueber die Grenzen von Werkzeugstahl hinausgehen. Negele Hartmetall-Technik fertigt Hartmetall-Bauteile seit 1980 nach Zeichnung, vom Einzelteil bis zur Serie und ohne Mindestbestellmenge.
Der Name geht auf eine Entwicklung der Firma Krupp zurueck, die WC-Co-Hartmetall 1926 unter dem Markennamen Widia (von „wie Diamant“) einfuehrte. Aus dieser Werkstoffklasse ist ueber Jahrzehnte eine ganze Familie von Sorten entstanden, deren Eigenschaften sich gezielt ueber Bindergehalt, Korngroesse und Prozessfuehrung einstellen lassen. Genau diese Sortenkenntnis ist das Kerngeschaeft von Negele: Wir beraten zur richtigen Materialzusammenstellung und fertigen das passende Bauteil dazu.
Eigenschaften von Hartmetall
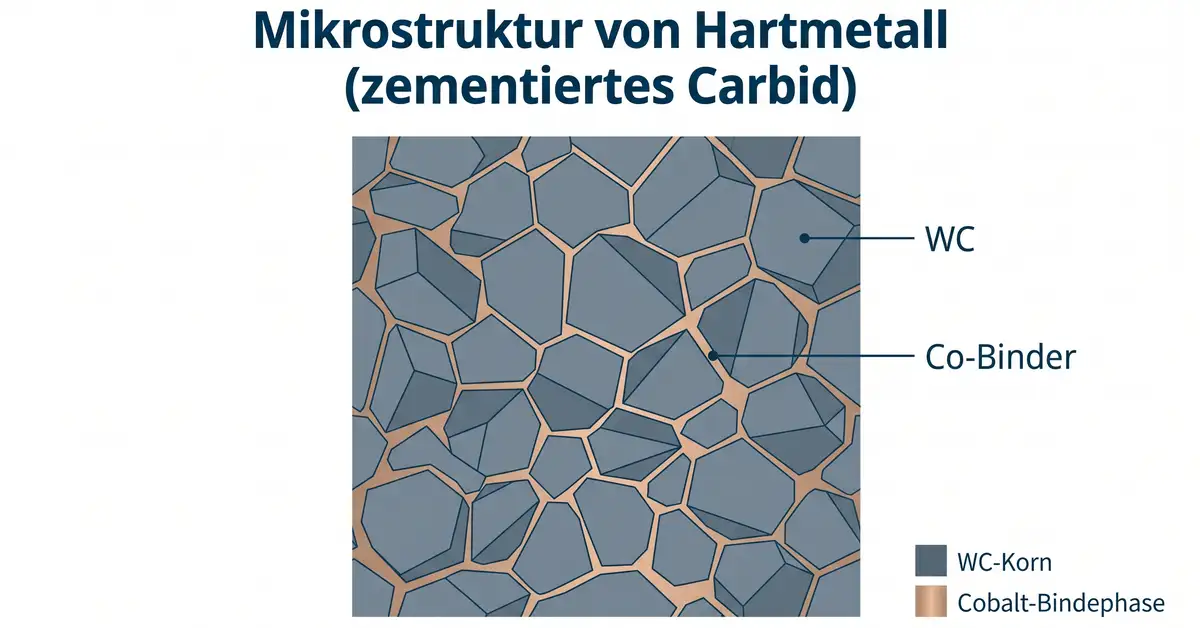
Hartmetall ist ein Zweiphasen-Verbund: harte, verschleissfeste Wolframcarbid-Koerner sind in eine durchgehende metallische Bindephase eingebettet. Reines Wolframcarbid erreicht eine Haerte um 2.600 HV und eine Dichte von rund 15,6 g/cm³, ist als Monophase jedoch zu sproede fuer den Bauteileinsatz. Erst der duktile Cobalt-Binder macht aus der sproeden Keramik einen technisch nutzbaren Werkstoff, der Risse abbremst und Stoesse aufnimmt.
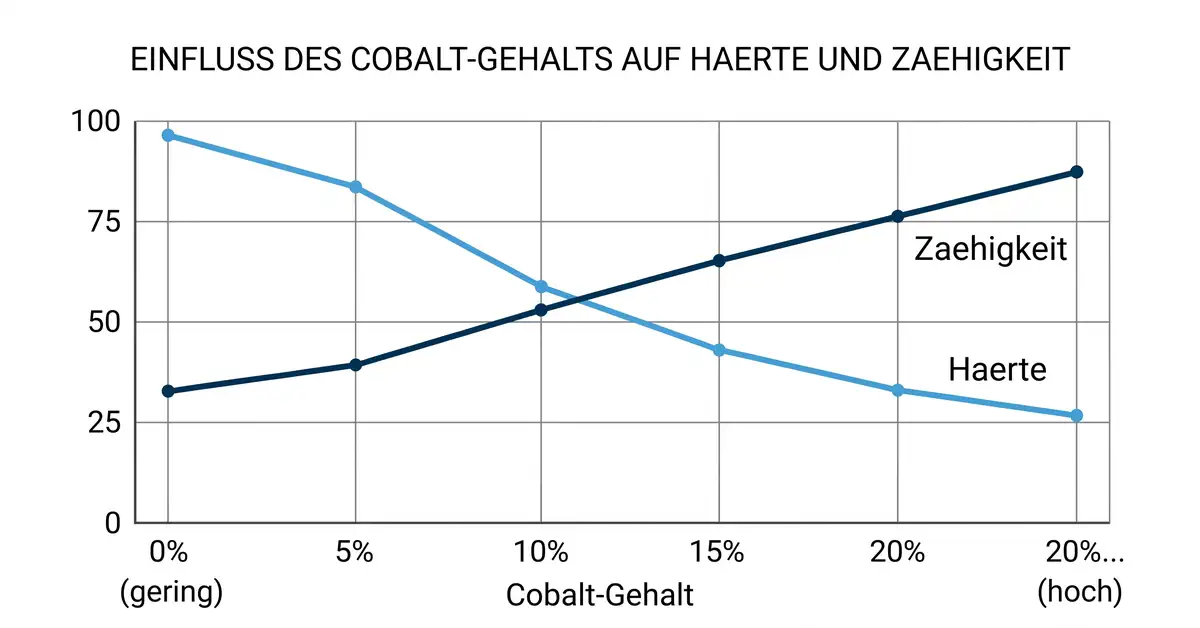
Zwei Stellgroessen bestimmen das Eigenschaftsprofil: der Bindergehalt (typisch 3 bis 30 Gew.-% Cobalt) und die WC-Korngroesse (von ultrafein unter 0,5 µm bis grob ueber 4 µm). Ein niedriger Cobalt-Anteil und feine Koerner erhoehen Haerte, Steifigkeit und Verschleissbestaendigkeit; ein hoeherer Cobalt-Anteil und groebere Koerner steigern Zaehigkeit und Biegebruchfestigkeit. Diese Wechselwirkung ist messtechnisch gut belegt: Untersuchungen des Fraunhofer IKTS zeigen, dass abnehmende Korngroesse die Haerte deutlich anhebt, waehrend die Bruchzaehigkeit zurueckgeht.
Fuer den Konstrukteur bedeutet das: Es gibt nicht das eine Hartmetall, sondern eine Sorte fuer jeden Lastfall. Eine Schneidplatte mit hoher Standzeit verlangt eine andere Sorte als ein schlagbeanspruchter Praegestempel. Die folgenden Werte umfassen das gesamte industrielle Sortenband; die fuer Ihr Bauteil sinnvolle Sorte klaeren wir in der technischen Beratung.
| Eigenschaft | Wert (Sortenband) | Norm / Hinweis |
|---|---|---|
| Dichte (WC-Co) | 13,0 bis 15,0 g/cm³ | sinkt mit steigendem Co-Gehalt |
| Dichte (reines WC) | ca. 15,6 g/cm³ | Referenzphase |
| Vickershaerte | 780 bis 2.200 HV (NHT bis 2.000 HV) | ISO 3878 |
| Haerte (Rockwell) | ca. 82,5 bis 93 HRA | ISO 3878 |
| Biegebruchfestigkeit | 1.900 bis 3.700 N/mm² (NHT-Feinkorn bis 3.900) | ISO 3327 |
| Druckfestigkeit | bis ca. 7.000 N/mm² | EN ISO 4506 |
| Elastizitaetsmodul | 470 bis 630 GPa | ca. 2 bis 3-fache Steifigkeit von Stahl |
| Bruchzaehigkeit KIC | 7 bis 60 MPa·m0,5 | Palmqvist, ISO 28079 |
| Waermeleitfaehigkeit | 60 bis 80 W/(m·K) | sortenabhaengig |
| Waermeausdehnung | 4,7 bis 6,7 ×10-6/K | niedriger als Stahl |
| WC-Korngroesse | <0,5 bis >4 µm | ISO 4499 |
| Cobalt-Bindergehalt | 3 bis 30 Gew.-% | typ. 6 bis 15 % fuer Zerspanung |
Quelle: Hauseigene Produktdaten (Hartmetall), verifiziert gegen DIN/ISO-Normen sowie veroeffentlichte Werkstoffdaten (Fraunhofer IKTS; WC-Referenzdaten).
Hartmetall im Vergleich
Hartmetall (WC-Co)
Haerte: bis 2.000 HV
E-Modul: 470 bis 630 GPa
Staerke: Verschleiss- und Druckfestigkeit, Massbestaendigkeit
Gehärteter Werkzeugstahl
Haerte: ca. 800 bis 900 HV (60 bis 65 HRC)
E-Modul: ca. 210 GPa
Staerke: zaeher, guenstiger, frei zerspanbar
Bearbeitung und Herstellung von Hartmetall
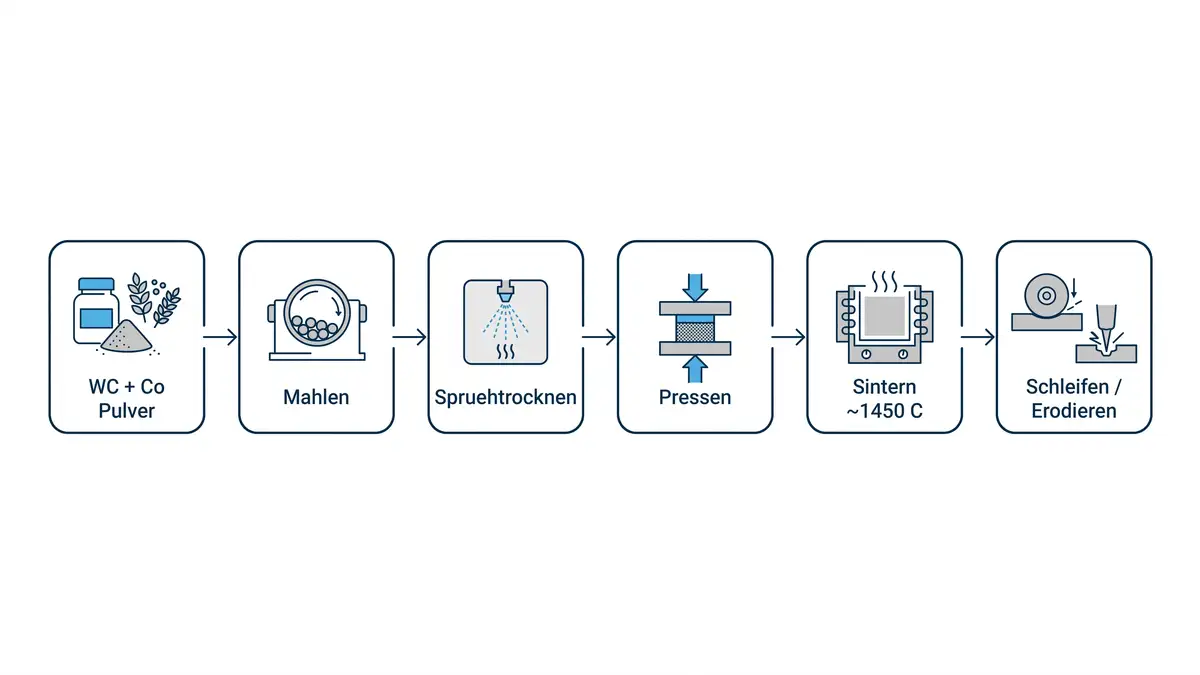
Hartmetall wird nicht geschmolzen und gegossen, sondern pulvermetallurgisch hergestellt. WC- und Co-Pulver werden gemischt, gemahlen, zu rieselfaehigem Granulat spruehgetrocknet, in Form gepresst und anschliessend gesintert. Beim Fluessigphasensintern (typisch 1.300 bis 1.500 °C) schmilzt nur der Cobalt-Binder auf und verdichtet das Gefuege, waehrend die WC-Koerner fest bleiben.
Pulveraufbereitung
Mischen von Wolframcarbid- und Cobalt-Pulver, abgestimmt auf Korngroesse und Sorte.
Mahlen und Granulieren
Nassmahlen und Spruehtrocknen zu rieselfaehigem, pressbarem Granulat.
Pressen
Formgebung zum Gruenling, endkonturnah vor dem Sintern.
Sintern
Fluessigphasensintern bei rund 1.450 °C, Verdichtung auf nahezu volle Dichte.
Schleifen und Erodieren
Endbearbeitung durch Diamantschleifen, Drahterosion und Laeppen auf Endmass.
Entscheidend fuer die Fertigung ist die Sinterschwindung: Bauteile schwinden linear um etwa 15 bis 20 % und im Volumen um rund 50 %, wie Untersuchungen zur Sinterschwindung von WC-Co belegen. Diese Schwindung muss bereits in der Pressform eingerechnet werden, weshalb endkonturnahe Preforms und das Erfahrungswissen aus der Einzel- und Serienfertigung ueber Massgenauigkeit und Ausschuss entscheiden.
Im gesinterten Zustand laesst sich Hartmetall praktisch nur noch durch Diamantschleifen, Drahterosion (EDM) sowie Laeppen und Polieren bearbeiten. Konventionelles Zerspanen ist nicht moeglich. Genau deshalb ist die Wahl der Sorte und der Fertigungsstrategie vor dem Sintern so wichtig, ein Punkt, an dem die technische Beratung von Negele ansetzt.
Anwendungsgebiete
Die ausserordentliche Vielseitigkeit sichert Hartmetall eine fuehrende Rolle in der Verschleiss- und Zerspanungstechnik, im Korrosionsschutz, in der Umformtechnik sowie in der Gesteins- und Bergbaubearbeitung. Die folgenden Branchen bilden den Schwerpunkt der Negele-Fertigung.
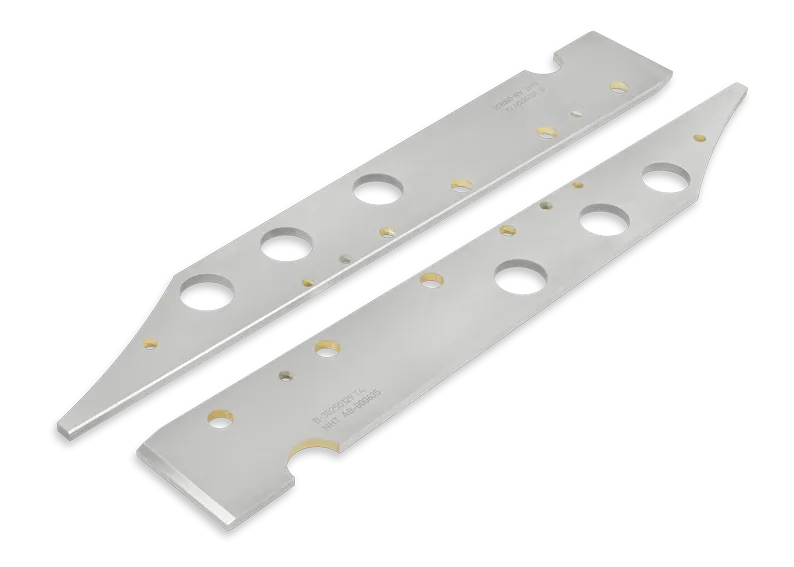
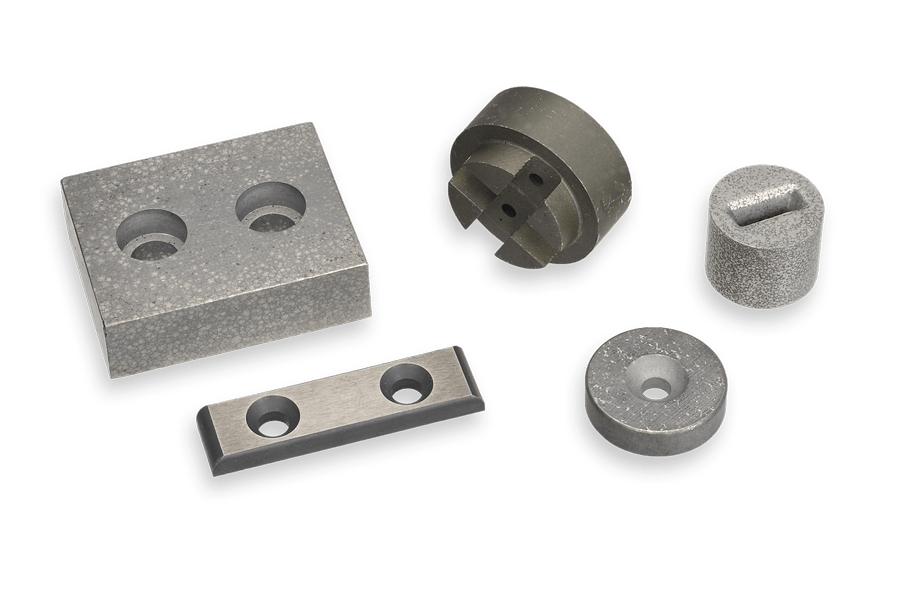
Werkzeugbau und Umformtechnik
Im Werkzeugbau und der Umformtechnik kommt Hartmetall als Einsatz, Schnittbuchse und Stempel fuer Stanzwerkzeuge, als Matrize fuer Muttern und als Ziehstein zum Einsatz. Die hohe Kantenstabilitaet feinkoerniger Sorten verlaengert Standzeiten gegenueber Werkzeugstahl deutlich und haelt enge Toleranzen ueber hohe Stueckzahlen.
Kunststoffverarbeitung
In der Kunststoffbearbeitung verschleissen Werkzeuge bei glasfaser- oder mineralgefuellten Compounds besonders schnell. Hartmetall-Duesen, Schneidkanten und endkonturnahe Preforms halten der Abrasion stand und reduzieren Ausschuss und Nacharbeit. Sandstrahl- und Spritzduesen in Venturi-Ausfuehrung gehoeren ebenso zum Programm.
Maschinenbau und Verschleissschutz
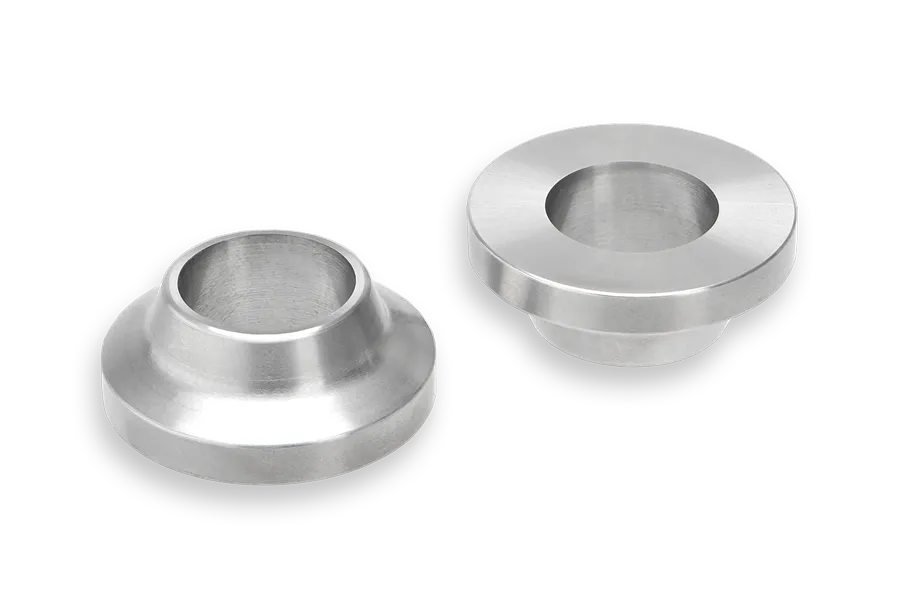
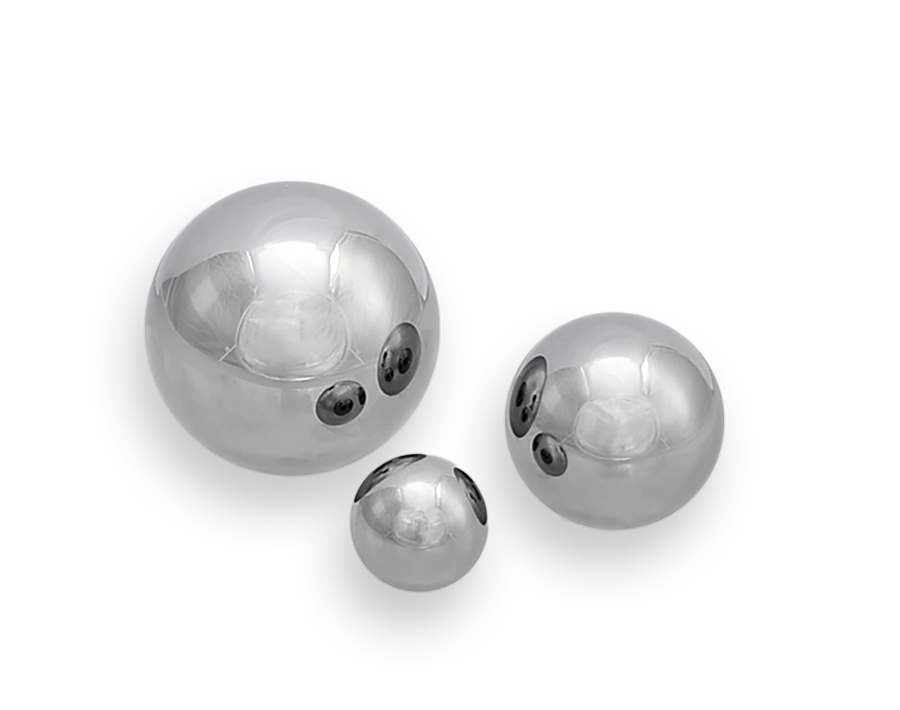
Im Maschinen- und Anlagenbau dienen Hartmetallteile als Lagerringe, Ventilteile, Gleitringdichtungen, Fuehrungsbuchsen und Mahlkugeln. Befestigt werden sie durch Loeten, Kleben, Schrauben, Klemmen, Schrumpfen oder Eingiessen, je nach Bauraum und Belastung.
Holz, Papier und Gestein
In der Bearbeitung von Holz, Papier und Verpackung sowie in der Gesteins- und Bergbaubearbeitung uebernimmt Hartmetall rotierende Messer, Loetplatten fuer Saege- und Trennwerkzeuge, Schneidraedchen sowie Einsaetze fuer Bohrkronen. Auch korrosionsbestaendige Sorten fuer Chemie, Lebensmittel- und Medizintechnik sind verfuegbar.
Hartmetallsorten von Negele
Genau abgestimmt auf die Anforderung liefert Negele das gesamte Sortenspektrum: bewaehrte Standardsorten, universell einsetzbare Mehrbereichssorten und Spezialsorten. Die Eigenschaften werden ueber das Mischungsverhaeltnis der Komponenten, ueber Kornform und Korngroesse des Wolframcarbids sowie ueber eine exakt abgestimmte Prozesssteuerung erzielt.
Die gestiegenen Anforderungen an Standzeit und Kantenstabilitaet decken die hochverdichteten NHT-Feinkornsorten GM05F, GM10F, GM15F und GM25F ab. Sie bieten gegenueber Standardsorten ein sehr hohes Zaehigkeitsverhalten durch eine Biegebruchfestigkeit bis 3.900 N/mm², hoechste Verschleissbestaendigkeit durch eine Haerte bis 2.000 HV und hohe Kantenstabilitaet durch ein feines, dichtes und homogenes Gefuege, besonders fuer Stanz- und Schnittwerkzeuge.
Welche Sorte fuer Ihre Anwendung sinnvoll ist, haengt vom Lastfall ab: feinkoernige, binderarme Sorten fuer maximale Haerte und Standzeit, groebere, binderreichere Sorten fuer schlag- und stossbeanspruchte Bauteile. Negele waehlt die Sorte nicht nach Katalog, sondern nach Ihrem Bauteil und Ihrer Beanspruchung aus.
Lieferformen
Negele ist Auftragsfertiger, kein Lagerhaendler fuer Normprofile. Im Mittelpunkt steht die Fertigung nach Kundenspezifikation: Zeichnungsteile, Rohlinge (Blanks), Ronden, Stifte sowie endkonturnahe Preforms fuer die nachgelagerte Bearbeitung. Geliefert wird vom Einzelteil ueber den Prototyp bis zur Serie, ohne Mindestbestellmenge.
- Zeichnungsteile nach Kundenspezifikation mit enger Toleranz
- Rohlinge und Ronden als Basis fuer die Endbearbeitung
- Endkonturnahe Preforms zur Reduzierung von Schleif- und Erodieraufwand
- Formteile nach DIN ISO und nach Werksnorm
Die typische Lieferzeit liegt bei 6 bis 8 Wochen, bei einfachen Geometrien auch kuerzer. Als familiengefuehrtes Unternehmen aus Stuttgart entscheidet Negele kurzfristig und flexibel, gerade bei Einzelteilen und kleinen Serien.
Normen und Standards
Hartmetall ist durch ein dichtes Netz internationaler Normen beschrieben, das Klassifizierung und Pruefung vereinheitlicht:
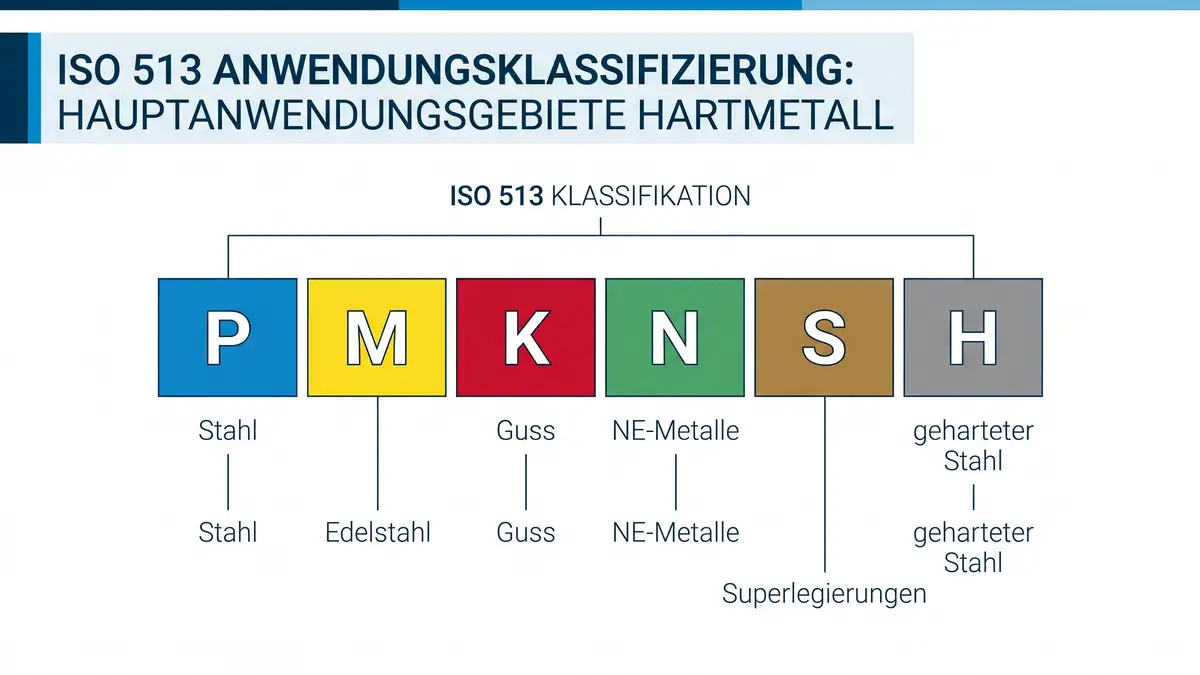
- ISO 513 (DIN ISO 513): Anwendungsklassifizierung der Zerspanungswerkstoffe in die Hauptgruppen P, M, K, N, S und H mit Farbkennzeichnung.
- ISO 4499: metallografische Bestimmung von Gefuege und Korngroesse.
- ISO 3327: Bestimmung der Biegebruchfestigkeit (transverse rupture strength).
- EN ISO 4506: Druckversuch an Hartmetall.
- ISO 3878: Vickershaerte von Hartmetall.
- ISO 4505 / ISO 28079: Porositaet bzw. Palmqvist-Bruchzaehigkeit.
Auf Wunsch liefert Negele die Bauteile mit Material- und Pruefbescheinigung nach EN 10204 (Zeugnis 2.1, 2.2 oder Abnahmepruefzeugnis 3.1). Die Fertigung ist nach DIN EN ISO 9001 zertifiziert. Details zu Chargen- und Pruefbescheinigungen finden Sie im Bereich Chargen- und Pruefbescheinigung.
Haeufig gestellte Fragen zu Hartmetall
Was ist Hartmetall?
Hartmetall ist ein pulvermetallurgischer Verbundwerkstoff aus harten Wolframcarbid-Koernern (WC) in einer metallischen Bindephase, meist Cobalt (Co). Es verbindet die Haerte einer Keramik mit der Zaehigkeit eines Metalls und erreicht Vickershaerten bis ueber 2.000 HV. Eingesetzt wird es ueberall dort, wo Verschleiss, Abrasion und hohe Flaechenpressung Werkzeugstahl ueberfordern.
Was ist Wolframcarbid, und wie haengt es mit Hartmetall zusammen?
Wolframcarbid (WC) ist die harte Keramikphase, die den Hauptbestandteil von Hartmetall bildet. Reines WC ist mit rund 2.600 HV extrem hart, aber zu sproede fuer den direkten Einsatz. Erst eingebettet in einen Cobalt-Binder wird daraus das technisch nutzbare Hartmetall. Umgangssprachlich werden beide Begriffe oft synonym verwendet.
Welche Dichte hat Hartmetall?
WC-Co-Hartmetall hat je nach Sorte eine Dichte von etwa 13,0 bis 15,0 g/cm³. Sie sinkt mit steigendem Cobalt-Gehalt, da Cobalt leichter ist als Wolframcarbid. Reines Wolframcarbid liegt bei rund 15,6 g/cm³.
Wie hart ist Hartmetall?
Industrielle Hartmetallsorten erreichen Vickershaerten von etwa 780 bis 2.200 HV, die NHT-Feinkornsorten bis 2.000 HV. Das entspricht rund 82,5 bis 93 HRA und liegt damit deutlich ueber gehaertetem Werkzeugstahl. Feine Koerner und ein niedriger Bindergehalt erhoehen die Haerte, verringern aber die Zaehigkeit.
Woraus besteht Hartmetall?
Hartmetall besteht aus Wolframcarbid (WC) als Hartphase und einem metallischen Binder, ueblicherweise Cobalt (Co), seltener Nickel oder Fe-Ni-Co. Der Bindergehalt liegt typisch zwischen 3 und 30 Gew.-%; Zerspanungssorten nutzen meist 6 bis 15 % Cobalt.
Hat Hartmetall einen Schmelzpunkt?
Hartmetall wird nicht geschmolzen, sondern gesintert. Reines Wolframcarbid zersetzt sich erst bei rund 2.785 bis 2.830 °C, Cobalt schmilzt bei etwa 1.495 °C. Beim Sintern verfluessigt sich nur der Binder bei etwa 1.300 bis 1.500 °C. Als praktische Einsatzgrenze gelten rund 700 °C, darueber oxidiert der Werkstoff an Luft.
Wie wird Hartmetall bearbeitet?
Im gesinterten Zustand laesst sich Hartmetall praktisch nur durch Diamantschleifen, Drahterosion (EDM) sowie Laeppen und Polieren bearbeiten. Konventionelles Drehen oder Fraesen ist nicht moeglich. Die Formgebung erfolgt deshalb endkonturnah vor dem Sintern, wobei die Sinterschwindung von etwa 15 bis 20 % einzurechnen ist.
Welche Hartmetallsorten gibt es?
Man unterscheidet Standardsorten, universelle Mehrbereichssorten und Spezialsorten. Negele fuehrt zusaetzlich die hochverdichteten Feinkornsorten GM05F, GM10F, GM15F und GM25F mit Haerten bis 2.000 HV und Biegebruchfestigkeiten bis 3.900 N/mm². Die Auswahl richtet sich nach Bindergehalt, Korngroesse und Lastfall des Bauteils.
Was kostet Hartmetall?
Der Preis von Hartmetall haengt von Sorte, Bauteilgeometrie, Bearbeitungsaufwand und Stueckzahl ab und nicht allein vom Materialgewicht. Da Negele nach Zeichnung fertigt, erstellen wir ein konkretes Angebot auf Basis Ihrer Spezifikation. Senden Sie uns Ihre Zeichnung ueber das Kontaktformular fuer eine belastbare Kalkulation.
Hartmetall-Bauteile nach Ihren Anforderungen
Vom Einzelteil bis zur Serie: persoenliche Beratung zur richtigen Hartmetallsorte und Fertigung nach Zeichnung, mit ueber 40 Jahren Erfahrung in der Pulvermetallurgie. Lieferzeit 6 bis 8 Wochen, keine Mindestbestellmenge.
Jetzt Anfrage stellenWeiterfuehrende Informationen
Verwandte Werkstoffe und Quellen
- Verwandte Werkstoffe: Wolfram, Molybdaen, TZM, Wolfram-Kupfer (WCu)
- Normen: ISO 513, ISO 3327, EN ISO 4506, ISO 4505
- Werkstoffdaten: Fraunhofer IKTS zu polykristallinen WC-Co-Hartmetallen, Wolframcarbid-Referenzdaten
- Service: Technische Beratung, Chargen- und Pruefbescheinigung, Kontakt



